من تاريخ الصك
يعد تاريخ هذه الأداة دليلاً يجب مراعاته في سياق تاريخ تشغيل المعادن وأحد اتجاهات تطورها - الدوران. تميزت الفترة التاريخية للقرن 15-18 بسلسلة من الاكتشافات العلمية والتطبيق العملي لهذه الاكتشافات في جميع قطاعات الاقتصاد في هذه الفترة.
أدى استخدام النهج الرياضي في علم الفلك إلى توسيع آفاق الملاحة البحرية ، ورفع عصر الاكتشافات الجغرافية العظيمة حجم التجارة والإنتاج الصناعي إلى مستوى جديد. أفسح الإنتاج الصغير المجال للتصنيع ، وأدت الثورة الصناعية في القرنين 18-19 أخيرًا إلى الانتقال إلى الاستخدام الشامل للآلات والتصنيع.
التسلسل الزمني للأحداث
من أجل الوضوح ، يمكنك تخيل التسلسل الزمني لهذه الأحداث ، بما في ذلك النقاط الرئيسية لظهور الفرجار:
- بداية القرن السادس عشر - تستخدم المخارط بشكل أساسي في معالجة الأخشاب والعظام والمعادن اللينة. محرك الأقراص ، على الرغم من تحسنه منذ العصور القديمة ، لا يزال يدًا أو قدمًا ، تمامًا كما يظل القاطع في يد السيد. يمكن اعتبار المعلم ظهور مركز فولاذي وراحة ثابتة لتثبيت قطعة العمل.
- تعود محاولة عالم الرياضيات البرتغالي بيدرو نونيز لإنشاء جهاز لقياس الزوايا بدقة باستخدام مجموعة من الأجزاء المتساوية من الدوائر متحدة المركز ، والتي ترتبط ارتباطًا مباشرًا بالفرجار ، إلى نفس الفترة. لم يكن الهدف هو الأشغال المعدنية ، ولكن المشاكل الملحة للملاحة. لم يأت الأمر إلى التصنيع والتطبيق العملي للجهاز ، لكن اتجاه الفكر لم يمر دون أن يلاحظه أحد.
- بحلول منتصف القرن السادس عشر ، تم تجهيز المخارط بمحرك ميكانيكي بعجلة مائية ، مما جعل من الممكن البدء في قطع الفولاذ. في هذا الوقت ، ظهرت العينات الأولى من الفرجار الحديث في الورش - مساطر خشبية بفكوك قياس متحركة ومقياس مطبق للقياس المباشر. بالعودة إلى مايكل أنجلو ، نلاحظ أن البوصلة كانت هي النموذج الأولي للفرجار - تم قياس الأجزاء بأرجل البوصلة ، وتم تحديد القيمة باستخدام المسطرة. من الواضح أن هناك معالجًا قام بتبسيط هذا الإجراء من خلال الجمع بين كلتا الأداتين في واحدة وتقليل القياس إلى عملية واحدة.
- في عام 1631 ، أنهى عالم الرياضيات البورغندي Pierre Vernier العمل الذي بدأه Nunes ، وصقل فكرته وتكييفها تقنيًا في الربع لقياس القيم الزاوية. اتخذ مقياس القياس الإضافي الذي أنشأه على الفور خطوة واسعة في العديد من اتجاهات القياسات ، مع تلقي الأسماء تكريما لكلا العلماء - "الورنية" أو "الورنية". في الوقت نفسه ، يستخدم مفهوم الورنية بشكل أساسي في صناعة المعادن ، والورنيه أكثر شيوعًا في صناعات هندسة الأجهزة والراديو.
- كانت نتيجة التحسين المستمر على مدى أكثر من مائة عام هو تجهيز المخرطة بحلول بداية القرن الثامن عشر بدعم من الربط الصلب لآليات التغذية الطولية والعرضية للقاطع. كان لدى الخراطين بالفعل أداة قياس بمقياس رنيه ، مما جعل من الممكن ضمان الصنعة المناسبة.
- بحلول نهاية القرن الثامن عشر ، ولدت مخرطة عالمية ، لم يتغير مبدأ الجهاز وتشغيله إلا قليلاً حتى يومنا هذا. ترتبط هذه الفترة أيضًا بظهور مفاهيم توحيد وتوحيد المنتجات وأدوات القياس ، وهو نظام قياس موحد.
أصل الاسم
إلى تاريخ الفرجار ، يمكنك إضافة بعض المعلومات المثيرة للاهتمام حول اسمه.
في اللغة الروسية ، لسبب ما ، فإن الأداة لها اسم ذو جذور ألمانية - "قضيب" و "بوصلة".مصطلح "كولومبيك" ، الذي ترسخ جذوره منذ الحقبة السوفيتية تحت اسم شركة "كولومبوس" ، التي زودتنا بأجهزة قياس بكميات كبيرة ، يستخدم بشكل شائع بين المتخصصين في عينة SHTs-I.
في ألمانيا ، تحت اسم Stangenzirkel ، يستخدمون أداة أكثر ملاءمة للترجمة - بوصلة قضيب تعليم. يتم إنتاج نظائر الفرجار الروسي تحت اسم Messchieber - مقياس منزلق أو Schieblehre - مسطرة قياس.
في العديد من اللغات ، يتم اشتقاق اسم الأداة من كلمة "gauge" التي تؤكد الدقة العالية للقياس. مثال على ذلك هو المسدس الإنجليزي ، الكاليبرادور الإسباني ، الكاليبرو الإيطالي a corsoio (عيار الروك - عنصر آلية قضيب التوصيل). الفرجار الإنجليزي له اسم آخر - trammel ، ويُترجم أيضًا على أنه عقبة أو شباك الجر أو شباك الجر.
طريقة التحقق
تتم معايرة أدوات القياس ، وكذلك إنتاجها ، وفقًا لمعايير GOST 8.113-85. يتم إجراء عمليات التحكم والقياس في مختبرات خاصة ويتم إجراؤها على آلات فائقة الدقة. ومع ذلك ، يمكنك إجراء أبسط معايرة للفرجار في المنزل. للقيام بذلك ، يتم تنظيف الأداة تمامًا من الأوساخ والغبار ونشارة الخشب الملتصقة ونشارة المعادن ومواد التشحيم ، ثم تُمسح بقطعة قماش نظيفة. ثم يتم إنزال فكي الفرجار إلى نقطة التوقف ومشاهدة موضع الضربات الصفرية.
إذا تم ضبط الجهاز بشكل صحيح ، فيجب أن تتطابق المخاطر. خلاف ذلك ، من الضروري الاتصال بمركز متخصص ، حيث سيقومون بمعايرة الجهاز وضبطه ، على أساسه سيتم إصدار شهادة النموذج المعمول به. مع الاستخدام المنتظم للفرجار ، يتم إجراء التحقق مرة واحدة على الأقل في السنة. في حالة تلف معدن فكي العمل ، تصبح الأداة غير قابلة للاستخدام ويجب استبدالها بأخرى جديدة. لزيادة العمر التشغيلي للجهاز ، من الضروري إبقائه نظيفًا وتخزينه فقط في علبة أو علبة.








ما هذا؟
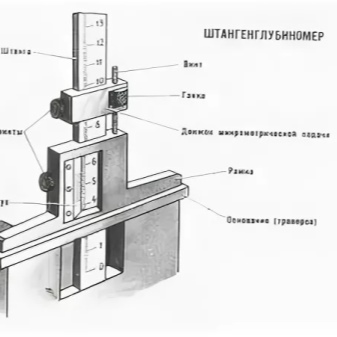
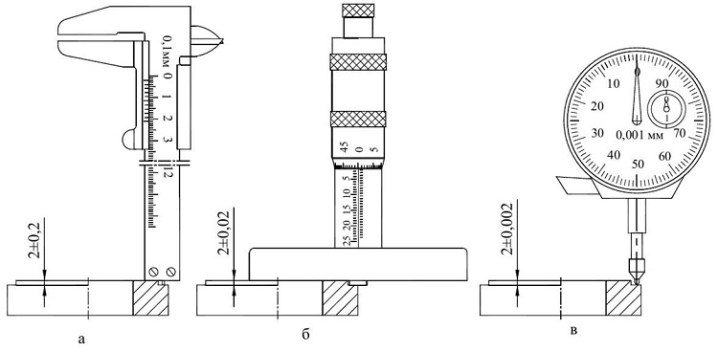
يشبه هذا الجهاز هيكليًا الأداة الأكثر شهرة - الفرجار. إنه تخصص أضيق من الأخير ، وهو مخصص فقط للقياسات الخطية للأخاديد والأخاديد والحواف في اتجاه واحد - في العمق. لهذا السبب ، لا يحتوي مقياس العمق على إسفنج.
يتم إجراء القياس عن طريق إدخال نهاية قضيب القياس في الأخدود ، ويجب تحديد عمقها. بعد ذلك ، يجب عليك تحريك الإطار على طول المقياس الرئيسي على القضيب. بعد ذلك ، عندما يكون الإطار في الموضع الصحيح ، تحتاج إلى تحديد القراءات بإحدى الطرق الثلاث الممكنة (انظر أدناه).

هناك 3 أنواع من القراءات من الجهاز ، وفقًا لثلاثة تعديلات مقابلة:
- بواسطة رنيه (مقاييس العمق من نوع SHG) ؛
- على نطاق دائري (SHGK) ؛
- على شاشة رقمية (SHGTs).
وفقًا لـ GOST 162-90 ، يمكن أن يكون للأجهزة من الأنواع الثلاثة المدرجة نطاق قياس يصل إلى 1000 مم. النطاقات الشائعة هي 0-160 مم ، 0-200 مم ، 0-250 مم ، 0-300 مم ، 0-400 مم و0-630 مم. عند شراء أو طلب مقياس عمق رنيه ، يمكنك معرفة نطاقه من خلال وضع العلامات التقليدية المقابلة. على سبيل المثال ، النموذج الذي يقيس عمق من 0 إلى 160 ملم بقراءة على مقياس دائري سيكون له التعيين SHGK-160.
اعتمادًا على الجهاز ، فإن المعلمات المهمة ، التي تنظمها GOST أيضًا ، هي التالية.
- قيم قراءة Vernier (لتعديلات نوع ShG). يمكن أن تكون مساوية لـ 0.05 أو 0.10 مم.
- تقسيم المقياس الدائري (لـ ShGK). القيم المحددة هي 0.02 و 0.05 ملم.
- خطوة التحفظ لجهاز القراءة الرقمي (لـ ShGTs). المعيار المقبول بشكل عام هو 0.01 مم.
- قياس طول الإطار. لا تقل عن 120 مم. بالنسبة للموديلات التي يصل نطاق قياسها إلى 630 مم أو أكثر ، يكون الحد الأدنى المطلوب 175 مم.
في الشروط الفنية التي وضعتها GOST ، يتم تحديد معايير الدقة لهذا الجهاز.بالنسبة للأجهزة ذات الورنية ، يكون هامش الخطأ من 0.05 مم إلى 0.15 مم ، اعتمادًا على نطاق القياس. الأجهزة ذات المقياس الدائري لها خطأ مسموح به قدره 0.02 - 0.05 مم ، والأجهزة الرقمية - لا تزيد عن 0.04 مم.
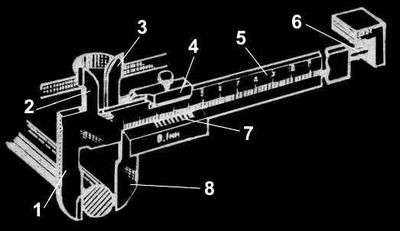
الجهاز ومبدأ العملية.
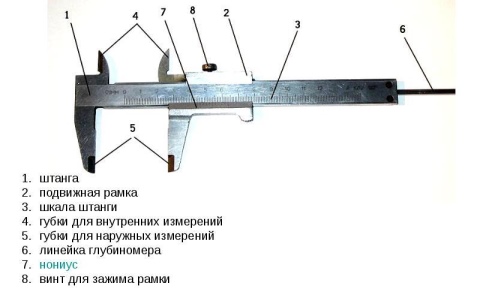
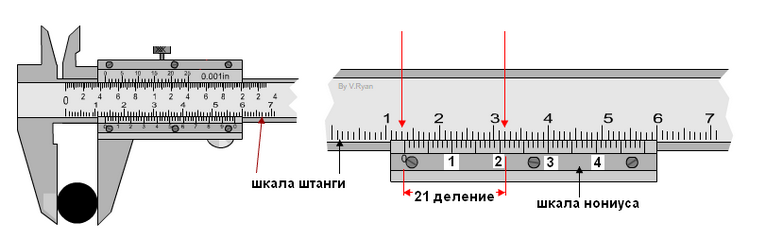
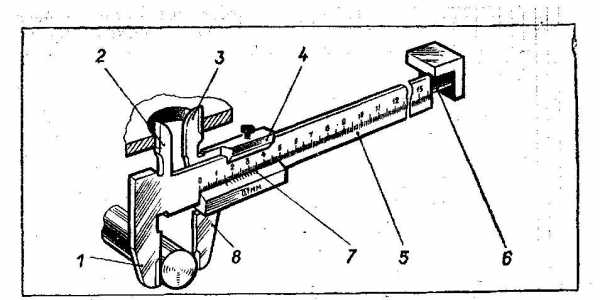
5.1 يحتوي الفرجار على مقياسين وجهاز لولبي صغير لضبط الإطار بدقة. يتم تمييز المقياس الرئيسي على الشريط بتقسيمات 1 مم ، أما المقياس الثاني فهو على الورنية المثبتة على الإطار. تم إصلاح الإطار بمسمار قفل. يتم توفير الحركة السلسة للإطار بواسطة زنبرك موجود داخل الإطار.









5.2 يتم قياس الأبعاد الخارجية بالفكين السفليين. يستخدم الفك العلوي لقياس الأبعاد الداخلية. يتم استخدام كلا الزوجين من الفكين لوضع العلامات على العمل.
5.3 يتم حساب الأبعاد من خلال طريقة التقييم المباشر لمطابقة تقسيم المقياس مع التقسيمات الورنية.
رسم بياني 1. مخطط القياس
5.4. يتم إجراء القياس باستخدام الفرجار ذو الورنية للعديد من العناصر الهيكلية (أقطار الفتحة أو العمود ، والمسافة من المركز إلى المركز ، وعمق الثقب ، وما إلى ذلك) على النحو التالي: مع فتح البرغي 5 ، حرك الورنية 6 على طول القضيب 1 ، أحضر أسطح القياس للقضيب التي تلامس أسطح الأجزاء التي يتم قياسها ، ورنير 2 و 3 أو قضيب قياس 7 متصل بالورنيير. في هذا الوضع ، من الضروري قفل إطار الورنية 6 بالمسمار 5 وإزالته القراءة من مقياس الجهاز.
أمثلة عملية
تعتمد جودة القياس على المؤهلات الفردية للمتخصص وعلى قدرة العين البشرية على تقييم موضوع القياس. ولهذا السبب ، تقتصر فئة دقة الفرجار على قسم 0.05 مم - لا يُدرك مقياس الورنية الأصغر من خلال البصر ويمكن أن يؤدي إلى حدوث خطأ. على الرغم من وجود فرجار ذات دقة متزايدة - تصل إلى 0.02 ملم. مقياس التدرج الرئيسي لهذا الجهاز هو 0.05 ملم.
أمثلة القياس:
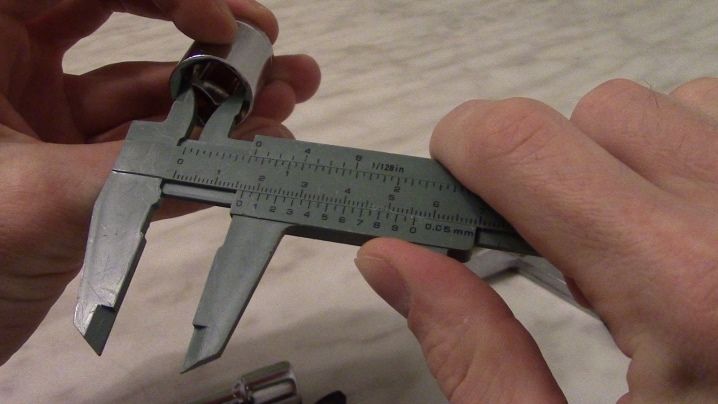
- قياس القطر الخارجي للغلاف. العدد الكامل لأقسام المقياس الرئيسي هو 33 ، والخطر المتزامن للورنيه هو 0.05. القطر الخارجي للغلاف 33.05 ملم.
- قياس القطر الداخلي للكم. والنتيجة هي 27.30 ملم.
- يتم الفحص بقياس سماكة الجدار - 2.80 مم. تعطي إعادة الحساب للقياسين الأولين (33.05-27.30) / 2 = 2.90 مم.
- قياس ارتفاع الكم باستخدام فكي الأداة - 40.40 ملم.
- قياس الارتفاع بمقياس العمق - 40.40 مم.

ما الذي يفسر الخطأ الناتج 0.05 عند قياس سماكة الجدار؟ هناك ثلاثة أسباب:
- خطأ في الأداة
- صنعة الجزء. لم يتم إزالة الجلبة أثناء الانفصال ، مما أدى إلى نتيجة غير موثوقة عند قياس القطر الداخلي ، ويجب أن تجبر نتيجة القياس أداة التقليب على تصحيح هذا الانحراف ؛
- السبب الثالث صاغه بدقة المبدع العظيم لعصر النهضة مايكل أنجلو: "يجب أن تكون البوصلة في العين ، لا في اليد ، بالنسبة للأعمال اليدوية ، وقضاة العين". عند القياس ، لا يمكن تثبيت مقياس العمق عموديًا بشكل صارم ، فقد يتضح أن القياس الناتج غير موثوق به.
يصف دليل الأداة قواعد بسيطة حول كيفية القياس بشكل صحيح باستخدام الفرجار - عند القياس (بما في ذلك العمق) ، يجب تثبيت الأداة بشكل صارم على طول محور الجزء أو عموديًا عليه ، ويجب الضغط على الفكين بقوة على السطح المقاس ، و يجب تثبيت العربة بمسمار.
 تشير الأدلة المتوفرة عبر الإنترنت لمنشئ الماكينة إلى أن تفاوتات الأبعاد المذكورة أعلاه البالغة ± 0.3 و ± 0.15 مم للأعمدة في نطاق من الأحجام من 50 إلى 1000 مم تتوافق مع مؤهلات الدقة من h8 إلى h12. وفقًا لهذه المؤهلات ، يتم تصنيع الأجزاء غير ذات الصلة من المعدات والآلات - البطانات والمحاور والشفاه والأغطية. باستخدام الفرجار ذو الورنية ، من المستحيل طحن مجلة العمود لتلائم محمل بجودة K6 وتحمل يصل إلى +0.02 مم.
تشير الأدلة المتوفرة عبر الإنترنت لمنشئ الماكينة إلى أن تفاوتات الأبعاد المذكورة أعلاه البالغة ± 0.3 و ± 0.15 مم للأعمدة في نطاق من الأحجام من 50 إلى 1000 مم تتوافق مع مؤهلات الدقة من h8 إلى h12. وفقًا لهذه المؤهلات ، يتم تصنيع الأجزاء غير ذات الصلة من المعدات والآلات - البطانات والمحاور والشفاه والأغطية. باستخدام الفرجار ذو الورنية ، من المستحيل طحن مجلة العمود لتلائم محمل بجودة K6 وتحمل يصل إلى +0.02 مم.
في تصنيع الأجزاء ضمن فئات دقة 8-12 ، يتم استخدام تعديلات وأنواع أخرى من الفرجار. مقياس العمق بدلاً من الفكين مجهز بأرجل دعم للتثبيت على حواف أو أكتاف الثقوب.تسمح عربة قياس الارتفاع المزودة بكاتب مثبت باستخدامها لتحديد أبعاد الارتفاع.
بمجمل خصائصه ، وجد الفرجار مكانه في شعارات النبالة وعلم الرموز ، ويميز وجوده على شعارات النبالة في بعض المدن أو على شعارات الإدارات والهياكل كرمز للتسلح التقني.







نشرت أصلاً 2018-04-06 09:29:21.
نصائح الاختيار
يعد الحصول على أي أداة قياس أمرًا مهمًا ومسؤولًا للغاية ، لذلك يجب التعامل مع اختياره بعناية خاصة.
أول شيء يجب الانتباه إليه عند شراء جهاز هو فئة الدقة والظروف التي من المفترض أن يتم استخدام الأداة فيها.

عند شراء الفرجار المصمم لعمل المجوهرات الراقية ، من الأفضل التوقف عند عينات مصغرة بطول 12-15 سم ، وهو أكثر ملاءمة لهم لقياس الأشياء الصغيرة دون الخوف من إتلاف أسطحها.
إذا كانت في المقام الأول هي راحة العمل المنجز ، وكذلك سرعة القياسات ، فمن الأفضل اختيار نموذج رقمي إلكتروني أو نموذج مؤشر الطلب. بالنسبة لفئة الدقة ، فإن الجهاز بقراءة 0.1 مم كافٍ تمامًا للاستخدام المنزلي ، وللعينات الاحترافية ، يلزم دقة أعلى بكثير: يجب أن يكون مقياس القراءة على هذه الأجهزة خطوة 0.05 و 0.02 وحتى 0.01 مم .

سيكون المعيار المهم التالي هو اختيار الشركة المصنعة. يوصي الخبراء بشراء منتجات من علامات تجارية مشهورة ، والتي ستكون بمثابة ضامن لموثوقية أدوات القياس ودقتها وجودتها العالية. إذا كان من المخطط إجراء القياسات في ظروف خارجية صعبة ، فمن الأفضل شراء جهاز يتم نقش المقياس عليه على المعدن وليس الطلاء. أفضل الموديلات الاحترافية هي الموديلات الألمانية واليابانية والسويسرية ، والتي لا يمكن أن تكون رخيصة من حيث المبدأ. لكن مثل هذا الفرجار سيستمر لأكثر من اثني عشر عامًا وسيرثه الأحفاد.










في وقت الشراء ، يجب عليك التحقق من توفر الوثائق المصاحبة التي تشير إلى فئة الدقة ودرجة الفولاذ ، وكذلك التأكد من عدم وجود تلاعب بين الأجزاء الثابتة والمتحركة. بالإضافة إلى ذلك ، يجب بالضرورة أن تتطابق علامات الصفر لكلا المقياسين بفكين مضغوطين بشدة. في حالة التشغيل غير الصحيح للأداة ، أو ضيق جدًا ، أو على العكس من ذلك ، سهولة تحريك إطار القياس والفكين ، وكذلك في حالة وجود عيوب وأضرار ، يجب التخلي عن شراء الجهاز.
كيفية استخدام الفرجار ، انظر أدناه.
كيف تأخذ القراءات؟
السؤال الأكثر إثارة للاهتمام فيما يتعلق بالعمل مع الفرجار هو إزالة القيم التي تم الحصول عليها نتيجة القياس.
تتناول هذه المقالة الفرجار ذو الورنية بدقة 0.1 مم. أي أنه يمكنه قياس أبعاد جزء بدقة تبلغ عُشر المليمتر.
ضع في اعتبارك عملية قراءة قراءات الفرجار عند قياس القطر الخارجي للأنبوب ، والتي أجريناها أعلاه (انظر البند 1).
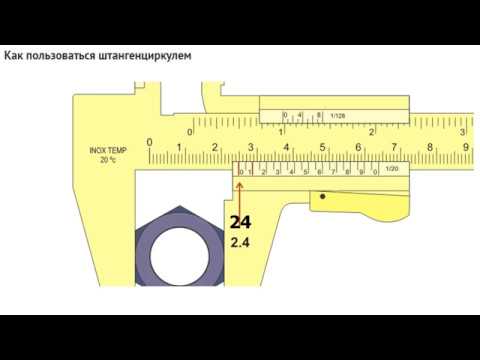
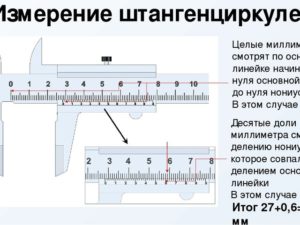
من أجل تحديد العدد الكامل للمليمترات ، يجب أن ننظر إلى القيمة على مقياس الحديد التي تتوافق مع صفر خطر على مقياس الورنية. نرى أن الخطر الصفري يتراوح بين 26 و 27 ملم على المقياس الرئيسي. أي أن القطر الخارجي للأنبوب هو 26 مم ، ولكن لا يزال يتعين تحديد الأعشار.
للقيام بذلك ، نحتاج إلى معرفة أي من المخاطر على مقياس الورنية تتطابق بشكل وثيق مع المخاطر على مقياس الحديد
نرى أن الخطر السابع للرنير هو الأقرب إلى الخطر على المقياس الرئيسي (في هذه الحالة ، من أربعة سنتيمترات ، لكن قيمة المقياس الرئيسي غير مهمة) ، وبالتالي فإن عدد الكسور هو 0.7 ملم
وبالتالي ، فإن القطر الخارجي للأنبوب هو 26 + 0.7 = 26.7 مم ، وهذا صحيح تمامًا ، لأن هذا أنبوب مستورد بقطر ¾ بوصة ، وهو ما يتوافق مع القيمة التي حصلنا عليها بالمليمترات.
يمكن صياغة قاعدة تحديد الحجم باستخدام الفرجار على النحو التالي:
يتم تحديد عدد صحيح من المليمترات في الحجم من خلال قيمة المخاطر على المقياس الشريطي الموجود على يسار الخطر الصفري للورنيه ، ويتم تحديد كسور المليمترات من خلال قيمة مخاطر الورنية ، والتي هي الأقرب يطابق الخطر على المقياس الرئيسي. إذا تزامن الخطر الصفري لمقياس الورنية تمامًا مع أي خطر على مقياس المليمتر للقضيب ، فسيتم التعبير عن قيمة الحجم بعدد صحيح
لماذا تحدث أخطاء القياس
الأخطاء الأكثر شيوعًا التي تقلل من دقة نتائج القياس بأداة قابلة للخدمة:
- سيؤدي الضغط المفرط على الإطار إلى انحرافه بالنسبة إلى ذراع التطويل. يتم الحصول على نفس التأثير إذا ، عند القياس باستخدام الفكين السفليين ، يتم إسقاط الفرجار الورني بواسطة الفكين العلويين.
- تركيب الفكين على الشرائح والشرائح والشرائح.
- انحراف التموضع.
- معايرة أداة غير طبيعية.
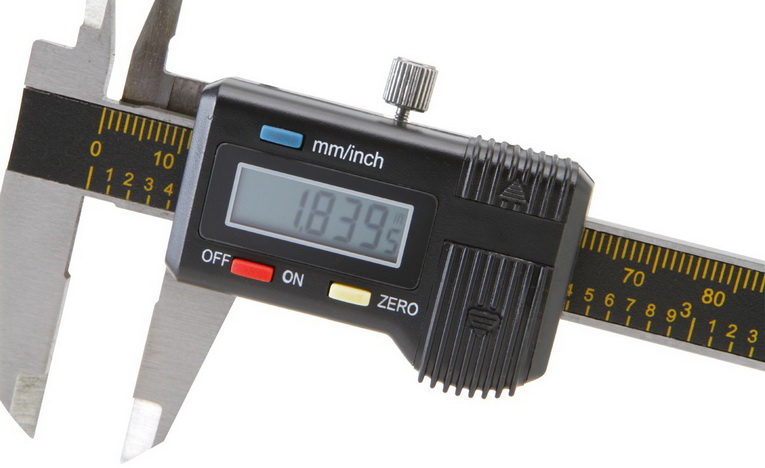
غالبًا ما تنشأ الأخطاء الثلاثة الأولى من نقص الخبرة ، وتختفي مع الممارسة. يجب منع هذا الأخير في مرحلة التحضير للقياسات. أسهل طريقة هي ضبط "0" على الفرجار الإلكتروني: لهذا يوجد زر (في الشكل 6 ، الزر "صفر"). يتم إعادة ضبط مؤشر الساعة إلى الصفر عن طريق تدوير المسمار الموجود في أسفله. لمعايرة الورنية ، قم بفك البراغي المثبتة بالإطار ، وانقلها إلى الموضع المطلوب وقم بتثبيتها مرة أخرى.






تجعل تشوهات عناصر الفرجار وتآكل أسطح القياس الأداة غير قابلة للاستخدام. لتقليل عدد حالات الرفض في الإنتاج ، تخضع الفرجار للتحقق الدوري في خدمات القياس. لاختبار دقة الأداة واكتساب المهارات في البيئة المحلية ، يمكنك قياس الأجزاء التي تُعرف أبعادها مسبقًا ، على سبيل المثال ، السيقان أو حلقات التحميل.