ما هي أنواعها

هناك العديد من الثغرات في السوق ، قد لا يفهم المستخدم عديم الخبرة سبب الحاجة إلى الكثير ، ولكن لكل نوع غرضه الخاص وخصوصياته في العمل. بعضها مناسب لزيادة قطر الثقب ، والبعض الآخر سيكون أكثر فاعلية في العمل مع الجزء الأخير من الجزء. في أغلب الأحيان ، يتم استخدام مجموعة أساسية من الفوهات عند العمل بالخشب:
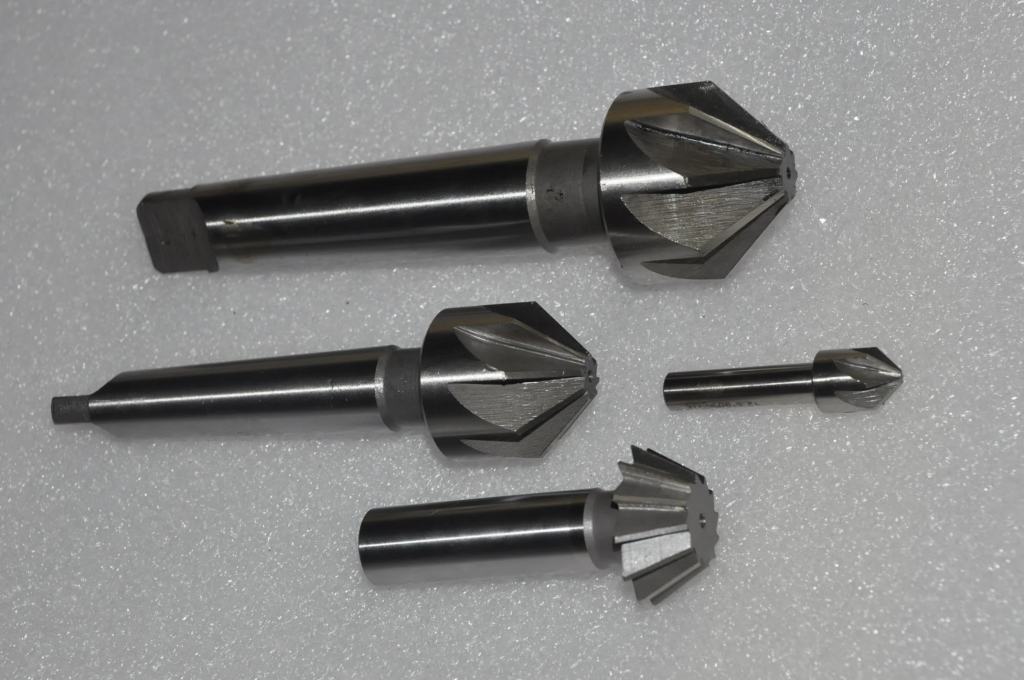
إسطواني؛
قطعة واحدة مخروطية ،
قطعة واحدة قذيفة على.
كل الغاطسة للخشب مصممة لعمل الثقوب المقابلة ، المشار إليها في العنوان. لكن في بعض الحالات ، في المواقف الشاقة بشكل خاص ، يمكنك اللجوء إلى استخدام فوهة على مغزل ممدود. تحتوي هذه الأداة على أرجل خاصة تقطع النهاية في وقت واحد مع عملية إعادة الربط. لذلك ، من الأفضل شراء مجموعة حيث سيكون هناك عدة طرز في وقت واحد حسب النوع والحجم ، ستكون أكثر ربحية وأكثر فاعلية.
تبريد وتزييت مثاقب الكربيد
كما هو مذكور أعلاه ، من أجل جعل المعالجة باستخدام مثاقب الكربيد أكثر كفاءة ، من الضروري توفير التبريد الداخلي للأداة. عند استخدام مثل هذه التدريبات ، من الممكن عدم استخدام مادة تشحيم تبريد في الحالات التي لا يتجاوز فيها عمق الثقب الذي يتم تشكيله قطرًا واحدًا للأداة.
لا تتأثر جودة الثقب الذي يتم صنعه ، وكذلك سرعة الحفر ، بكمية المبرد الذي يتم توفيره في التجويف الداخلي للحفر (ليس أقل من 12-15 لترًا / دقيقة) ، ولكن أيضًا كمية الضغط (لا تقل عن 12-15 ضغط جوي). إن مبرد التشحيم الذي يتم توفيره لمنطقة المعالجة بهذه الكمية وبمثل هذا الضغط لا يوفر فقط تبريدًا مكثفًا للأداة ، ولكن أيضًا إزالة فعالة للرقائق ونفايات الحفر الأخرى.

الحفر بمبرد خارجي
نظرة عامة على الأنواع
في متاجر الأجهزة ، سيتمكن المشترون من العثور على عدد كبير من نماذج هذه الأدوات مع هذه المرفقات. وتشمل هذه العينات التالية:
- قطعة واحدة مخروطية
- قطعة واحدة مثبتة
- إسطواني.
يتم استخدام كل منها اعتمادًا على نوع الفتحة التي تريد صنعها في الهيكل الخشبي. للعمل الشاق بشكل خاص ، يمكنك استخدام فوهة ممدودة قليلاً. يحتوي الإصدار الأخير على أرجل صغيرة مصممة لقص أطراف المنتجات. سيكون أفضل خيار للمستخدمين هو شراء مجموعة كاملة بها عدة أنواع من هذه الأدوات.
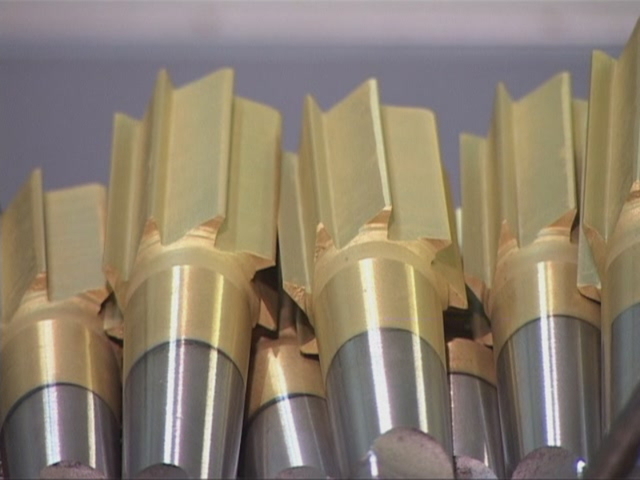
يتم تغطية أنواع التدريبات الأسطوانية ، كقاعدة عامة ، بطبقة خاصة أثناء عملية التصنيع ، مما يزيد بشكل كبير من مستوى مقاومة التآكل للمنتج ومتانته. يمكن أن يختلف عدد أجزاء القطع من 4 إلى 10. خارجيًا ، التصميم مشابه للمثقاب القياسي التقليدي.
بالإضافة إلى ذلك ، يتم وضع دبوس خاص في نهاية النماذج الأسطوانية. تم تصميم هذا العنصر لإصلاح موضع الأداة نفسها أثناء التشغيل. تم تجهيز هذه المنتجات بمحددات ، ويمكن إزالتها أو العمل كجزء من هيكل كامل.
تعتبر النماذج ذات توقف الحفر القابل للإزالة الأكثر عملية. يقترحون إمكانية تثبيت ملحق إضافي لنوع القطع.








يتم إرفاق الإصدارات القابلة للإزالة بالهيكل نفسه باستخدام براغي صغيرة مخفية. يتم إرفاق هذه التوقفات أحيانًا بمفتاح ربط سداسي.
إذا كان من الضروري عمل عدة ثقوب دفعة واحدة على منتج خشبي واحد ، بينما يجب أن يكون لها نفس العمق ، فمن الأفضل استخدام مثل هذه التدريبات التي سيتم تزويدها بحوامل خاصة مع محطات حفر متحركة أو ثابتة.
نموذج الحفر المخروطي المركب عبارة عن هيكل يعمل بزاوية معينة ، وتعتمد قيمتها على الغرض من هذا النموذج. يمكن أن تتراوح الزاوية بين 60 و 120 درجة. يمكن أن يكون عدد عناصر القطع من 6 إلى 12 قطعة.
تبدو لقمة الحفر الصلبة أيضًا وكأنها لقمة لولبية تقليدية. غالبًا ما يستخدم خصيصًا لمعالجة الثقوب المصنوعة في الخشب.
يمكن استخدام مواد مختلفة لإنتاج الوصلات. غالبًا في المتاجر ، يمكنك رؤية عناصر البناء هذه المصنوعة من أنواع مختلفة من الفولاذ. لذلك ، يمكن تصنيعها من أداة أو سبيكة أو كربون أو قاعدة فولاذية عالية السرعة أو كربيد.
إذا كنت بحاجة إلى مثقاب لمعالجة العديد من المنتجات المعدنية ، فيمكن أن تصبح نماذج الكربيد الخيار الأفضل ، لأن هذا التنوع هو الذي يختلف عن الآخرين في مقاومته الخاصة للأحمال الثابتة.
كما يمكن أن تختلف أحواض معالجة الأخشاب في قطر الثقوب المراد تشكيلها. تعتبر الخيارات التالية الأكثر شيوعًا:
- الموديلات القياسية - سيكون القطر من 0.5 إلى 1.5 مم ؛
- نماذج للثقوب التي يبلغ قطرها من 0.5 إلى 6 مم - يمكن إنتاج مثل هذه العينات بجهاز أمان يسمح لك بالتحكم في عمق الحفر ؛
- منتجات للثقوب من 8 إلى 12 مم - تتضمن هذه المجموعة ، كقاعدة عامة ، تدريبات خاصة للثقوب مع ساق.
قواعد ربط المعادن
في المنزل ، بالنسبة لفترات الاستراحة (على سبيل المثال ، لرؤوس البراغي أو لتغيير قطر الفتحة لأعلى) ، فإن المثقاب البسيط المثبت بالكهرباء أو حتى المثقاب اليدوي مناسب أيضًا. على نطاق الإنتاج ، فإن عملية الربط هي عملية تتطلب قدرًا كبيرًا من القوة والدقة للمعدات المستخدمة. هذا هو السبب ، في ظروف الإنتاج ، لإجراء عملية الربط المضاد ، حيث يتم استخدام المعدات التالية في الواقع ، مثل عمليات الربط:
- تحول (في أغلب الأحيان) ؛
- حفر (ليس أقل في كثير من الأحيان) ؛
- مملة (غالبًا كإحدى العمليات الثانوية) ؛
- التجميع (كعملية ثانوية لخط آلي) ؛
- طحن عمودي أو أفقي (نادر).
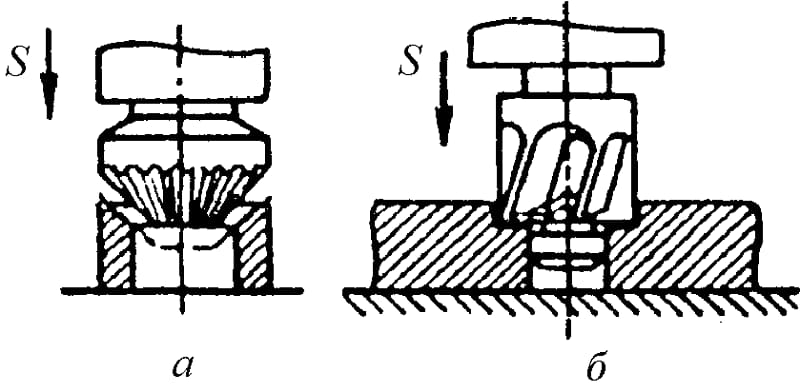
في عملية تشكيل الثقب الذي تم الحصول عليه في المنتج أثناء الصب ، يُنصح أولاً بتثبيته بقطعة بعمق حوالي 5-10 ملليمترات من أجل أن يتخذ حوض التوسيع الاتجاه الأولي الصحيح.
عند معالجة منتجات الصلب ، يوصى باستخدام سوائل القطع. لا تتطلب عملية إعادة ربط الحديد الزهر والمعادن غير الحديدية التبريد. يعد الاختيار الصحيح لأدوات القطع المعدنية المستخدمة لكل من إعادة الربط والربط خطوة مهمة للغاية.










للقيام بذلك ، انتبه لبعض العوامل:
- يتم تحديد نوع الأداة اعتمادًا على مادة الجزء وطبيعة المعالجة التي يتم تنفيذها. يجب أيضًا مراعاة موقع الحفرة وتسلسل العمليات المنفذة.
- بناءً على العمق المحدد والقطر ودقة المعالجة المطلوبة ، يتم تحديد حجم الأداة للربط العكسي والربط العكسي.
- يتم تحديد تصميم الفتحة والغطاء من خلال طريقة تثبيت الأداة بالجهاز.
- تعتمد مادة الأداة لإجراء عملية إعادة الربط أو إعادة الربط على مادة قطعة العمل (على سبيل المثال ، توجد روابط عكسية خاصة بالأعمال الخشبية) ، وشدة وضع التشغيل وبعض العوامل الأخرى.

التوسيع على آلة الحفر العمودية CNC
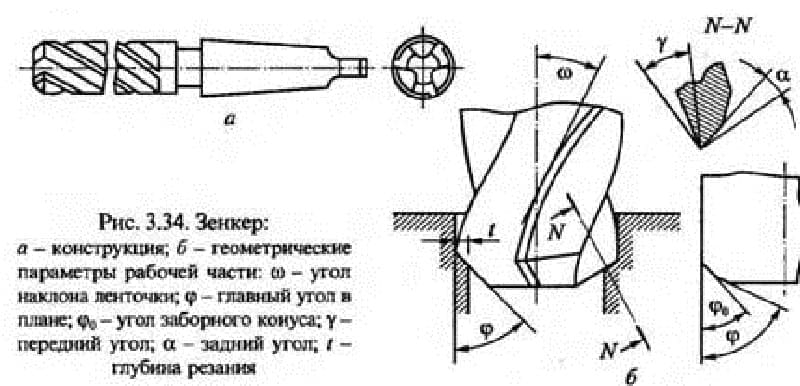
يتم اختيار Zenker وفقًا للكتب المرجعية أو وفقًا لوثيقة تنظيمية مثل GOST 12489-71. يجب أن تمتثل الأداة لشروط تقنية معينة للاستخدام ، والتي تنص عليها أيضًا GOST 12489-71.
- تتم معالجة المنتجات المصنوعة من الفولاذ الإنشائي بفتحات يصل قطرها إلى 40 ملم باستخدام فتحة عازلة مصنوعة من الفولاذ عالي السرعة بقطر 10-40 ملم و 3-4 أسنان على التوالي.
- بالنسبة للمنتجات التي يصعب تصنيعها بالماكينة وللملل ، يتم استخدام أدوات بألواح من سبائك صلبة يبلغ قطرها 14-50 ملم ولها 3-4 أسنان.
- في المنتجات المصنوعة من الفولاذ الهيكلي ، يتم ثقب الثقوب التي يصل قطرها إلى 80 ملم بغطاء فولاذي عالي السرعة باستخدام رؤوس ملحقة بقطر 32-80 ملم.
- في المنتجات المصنوعة من المعادن غير الحديدية والحديد الزهر ، يتم استخدام منضدة من الريش لحفر الثقوب العمياء.
- تتم معالجة الثقوب العمياء التي يبلغ قطرها 15-25 ملم بأداة خاصة للربط ، حيث يوجد في الجسم قناة يتم من خلالها توفير سائل القطع إلى منطقة القطع.
الشرط الأساسي لإعادة الربط هو مراعاة البدلات. يجب أن يتطابق قطر الأداة المحددة في النهاية مع قطر الفتحة النهائية بعد المعالجة الآلية. عندما يتم تخطيط توسيع الثقب بعد إعادة الربط ، يتم تقليل قطر الأداة بمقدار 0.15 - 0.3 ملم. إذا تم التخطيط لحفر خشن أو حفر للربط العكسي ، فمن الضروري ترك بدل على جانب 0.5 إلى 2 مليمتر.
الفرق بين إعادة الربط والعمليات ذات الصلة
يشبه التوسيع الثقوب توسيع الثقوب ، حيث تقوم حواف القطع للأداة بإزالة المواد الزائدة من الجدار ، وتقليل الخشونة وزيادة القطر. هذه عملية شبه نهائية ، مما يعني أنها تتبعها خطوة معالجة أخرى. النشر هو الإجراء النهائي. أثناء الثقب ، يتم التخلص من عيوب الحفر واللكم والصب. في هذه العملية ، يمكنك ضبط المحاذاة قليلاً ، وتحقيق محاذاة أفضل للاتصال المستقبلي. يمكن زيادة الدقة إلى 5 ، وأحيانًا إلى الصف الرابع.
عند ضبط وضع القطع ، تذكر أن سمك المعدن الذي تمت إزالته أثناء إعادة الربط يساوي نصف بدل قطر الفتحة المحدد. بالمقارنة مع الحفر ، يمكن زيادة التغذية بمقدار 1.5-2 مرة ، ويمكن ترك السرعة كما هي. يتم حساب معلمات القطع المحددة وفقًا للصيغ الواردة في الأدبيات التنظيمية.
نظرًا لأن المنضدة ذات صلابة أعلى مقارنةً بالحفر ، نظرًا لزيادة عدد النتوءات الحادة ، تزداد دقة اتجاه الحركة ، فضلاً عن جودة المعالجة والنعومة ونظافة السطح. للمقارنة ، فإن الحفر يعطي خشونة 20 ميكرومتر ونوعية 11-12 ، والتوسيع - خشونة 2.5 ميكرومتر ، ونوعية 9-11 ، والتوسيع - خشونة من 0.25-1.25 ميكرومتر ونوعية 6-9 . الجودة هي دقة تصنيع القطعة مع زيادة قيمتها وزيادة التفاوتات وانخفاض الدقة. إذا كانت العملية التكنولوجية لمعالجة المنتج تتطلب كلاً من إعادة الربط والتوسيع ، فسيتم إجراؤها في تثبيت واحد ومحاذاة قطعة العمل على الجهاز.
هذا النوع من الآلات يخلق فترات استراحة لوضع السحابات في اتجاه واحد مع سطح الجزء. بالإضافة إلى الشطب ، تُستخدم الوصلات لقطع المنخفضات المخروطية. سيكون الغرض الآخر هو تنظيف ومعالجة الأخاديد قبل تثبيت السحابات ، ويتم ذلك باستخدام الوصلات المسطحة أو الطرفية ، والتي تسمى أيضًا Counterbores ، وهي أكثر كفاءة.
الأكثر شيوعًا في السوق هي الوصلات المضغوطة بزوايا عمل تبلغ 90 درجة و 120 درجة ، مما يخلق فجوات لإخفاء رؤوس البراغي والبراغي. في صناعة المعادن ، تُستخدم أيضًا الوصلات ذات الطرف المسطح ، والتي تعمل على تنظيف التجاويف للمثبتات. قم بتثبيت الوصلات في نفس الآلات مثل الأداة الأخرى لتصنيع الثقوب للمثبتات.
ميزات التراجع
التوسيع هو تشكيل الثقوب لإنشاء تجاويف هندسية مختلفة للوضع المخفي للمثبتات. كما أنها تستخدم للشطف الداخلي. لهذه الأغراض ، هناك أداة خاصة - عدادات ، لها شكل مختلف. يعتمد اختيار الغاطس على النتيجة النهائية المرغوبة.









الأنواع الرئيسية من العدادات
-
عدادات أسطوانية. يتم استخدامها للحصول على أخاديد أسطوانية في ثقوب محفورة للمسامير والبراغي.
- عدادات مخروطية.تستخدم لقطع الثقوب المستدقة داخل الجزء ، وكذلك لتنظيف الحواف الحادة ، والشطب وتجهيز التجاويف للمثبتات. الأدوات الأكثر استخدامًا هي زوايا 90 درجة و 120 درجة.
- عدادات مسطحة أو نهائية ، يمكنك أيضًا العثور على اسم تجويف العداد. تستخدم بشكل رئيسي لتنظيف ومعالجة الأخاديد قبل تثبيت السحابات.
يتكون الغاطس من جزء عمل وساق مع مرتكز دوران خاص يعمل كحزام توجيه. مرتكز الدوران ضروري للتحكم في المحاذاة في عملية قطع الأخاديد.
كيفية اختيار خطوة التدريبات الصحيحة؟
لاختيار الخطوة الصحيحة ، تحتاج إلى تحديد الأغراض التي سيتم استخدام الأداة من أجلها. وبالتالي ، من الضروري تحديد الثقوب للأبعاد التي يجب حفرها.
تعتبر قيمة أصغر وأكبر الأقطار المخطط تنفيذها مهمة بشكل خاص.
يجب عليك أيضًا تحديد الأداة اليدوية أو الآلة التي سيتم استخدام المثقاب. هذا يحدد نوع السيقان التي يجب أن تكون على المثقاب. لذلك ، يجب أن تدرس بعناية موصل ظرف الحفر وأن تعرف بوضوح شكل وأبعاد الساق. إذا كان السيقان لا يتلاءم مع الموصلات الحالية ، فسيتعين عليك شراء محول خاص بشكل منفصل.
من المهم تحديد الشركة المصنعة ومستوى الأداة. كما لوحظ بالفعل ، يتم إنتاج المثاقب المخروطية المتدرجة ذات اللون الذهبي اللامع بمزيج من الكوبالت والتيتانيوم ، مع طلاء كاشطة ولها صلابة عالية.
سوف تدوم لفترة أطول وتسمح لك بالعمل مع المنتجات السميكة والفولاذ المقاوم للصدأ وسبائك الفولاذ.
ميزات تصميم الأداة
تتميز المثاقب المزودة بإدراج كربيد بعدد من ميزات التصميم. دعنا نسرد أهمها.
- يتم تفسير طول عمل المثقاب ، الذي تم تقليله بنسبة 20-35٪ ، من خلال حقيقة أن إعادة طحنه يتم إجراؤه فقط على ملحق الكربيد. يمكن أن يكون طول هذا النوع من الحفر ، إذا تم استخدامه بالاقتران مع أداة التثبيت ، هو نفسه طول الأداة عالية السرعة.
- تتم زيادة قطر قلب المثقاب باتجاه السيقان في حدود 1.4-1.8 مم لكل 100 مم طول ، كما هو الحال مع أدوات الحفر من الفئات الأخرى.
- تعتمد زاوية ميل الأخدود الحلزوني للأداة على مدى عمق الثقب المطلوب.
- على الحافة العرضية للحفر ، من الضروري إجراء شحذ بأبعاد 1.8 - 3.5 مم ، مما يسمح بتقليل القوى المحورية وتقليل الحمل على جسم الأداة.
- يجب أن تكون السيقان المستدقة ، التي يتم تثبيت المثقاب بها في محور دوران الآلة ، متوافقة بدقة مع جزء الجلوس ، مما يزيد من صلابة المثقاب ويقلل من مخاطر أحمال الاهتزاز التي يمكن أن تتسبب في تشقق إدراج الكربيد و حتى كسر.
- لزيادة موثوقية استخدام المثاقب المعدنية المصنوعة من الكربيد ، غالبًا ما يتم عمل ثقب في الجزء الداخلي لتزويد زيوت التشحيم للتبريد. يتيح لك ذلك تقليل درجة حرارة القطع ، وتقليل شدة تآكل الأداة ، وكذلك تسهيل عملية إزالة الرقائق من منطقة المعالجة.

جهاز حفر بلوحات قابلة للفك
لإعطاء جزء العمل من المثقاب الصلابة المطلوبة (56-62 وحدة على مقياس HRC) ، تخضع الأداة للمعالجة الحرارية ، والتي ، كقاعدة عامة ، يتم إجراؤها في وقت واحد مع اللحام بالنحاس لإدراج الكربيد.
يتم توفير أداء معالجة عالي ، بالإضافة إلى استقرار التدريبات من هذه الفئة من خلال عدد من المعلمات. يتضمن ذلك شكل إدراج الكربيد ، والمعلمات الهندسية لسطحه الأمامي ، بالإضافة إلى المادة التي صنع منها هذا الملحق.في الوقت الحالي ، الأدوات الأكثر انتشارًا هي الأدوات التي تحتوي على كربيد للتكوين الصحيح من ثلاثة وأربعة جوانب ، مما يسمح بحفر ثقوب ذات قاع مسطح عمليًا.
تسمح المثاقب التي تحتوي على مثل هذه الإضافات ، والتي يتكون جزء القطع منها على شكل موجة ، بالقطع باستخدام تقنية الغطس خطوة بخطوة. إن استخدام هذا الأخير لا يضمن فقط استقرار موضع الأداة في لحظة تغلغلها في المواد المعالجة ، بل يقلل أيضًا من مخاطر انسحابها أثناء المعالجة الإضافية. بالإضافة إلى ذلك ، يمكن للحفر المموج أن يقلل بشكل كبير من قوى القطع المتولدة أثناء عملية الحفر.

تدريبات مع تثبيت ميكانيكي لألواح متعددة السطوح قابلة للاستبدال (تدريبات مع MNP)
يسمح تصميم المثاقب ، المجهز بإدخالات كربيد قابلة للإزالة ، بإجراء ليس فقط الحفر ، ولكن أيضًا العمليات التكنولوجية مثل الثقوب مسبقة الصنع ، الشطب. في مثل هذه الحالات ، يتم استخدام ملحق كربيد طرفي مركب على الأداة.








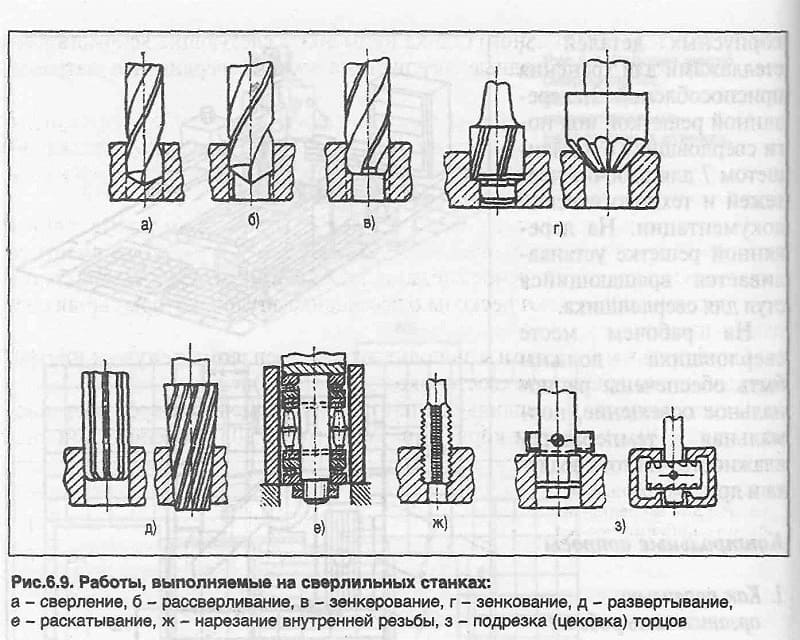
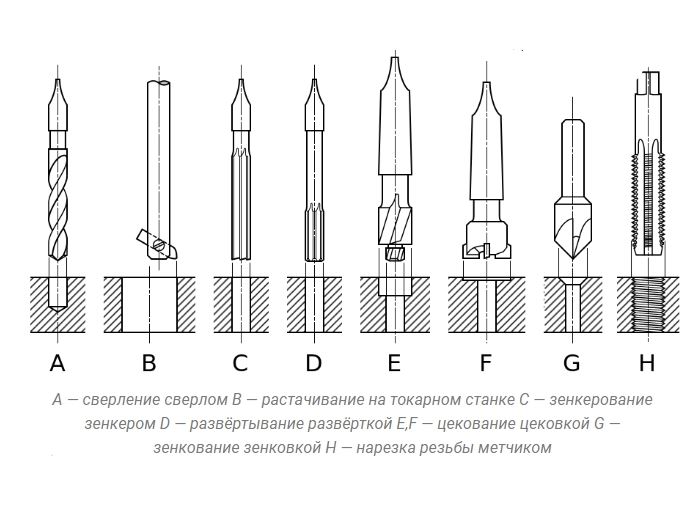
التطبيقات
تشمل مجالات تطبيق الفتحات الاستخدام على آلات مثل: - المخارط. - حفر - طحن؛ - ممل؛ - الدوران والدوران ؛ - مجموع. وفقًا لمستوى النقاء ، فإن إجراء إعادة الربط ، كعملية من النوع التكنولوجي ، مؤهل كنصف تشطيب. يتم استخدامه عادة قبل توسيع الثقوب في العناصر الفارغة المصنوعة من مواد مختلفة. يتم إجراء مثل هذه العملية التكنولوجية بالضرورة بسرعات منخفضة للماكينة. تُستخدم بعض أنواع الوصلات العاكسة أيضًا للمعالجة والشطب في الثقوب الموجودة في الأماكن التي يصعب الوصول إليها - هذه أدوات من النوع العكسي.
كيفية إعادة ربط المعدن بشكل صحيح
إذا كان بإمكان سيد هاو أن يقوم بتدريبات وتمرين من أجل التراجع ، فيمكن في الظروف الصناعية استخدام الآلات التالية لهذا الغرض:
- حفر؛
- تحول.
- ممل؛
- طحن؛
- مجموع.
تتم عملية إعادة الربط بالتوافق التام مع التكنولوجيا ، ويمكن وصف النقاط العامة في شكل التوصيات التالية:
- في الأجزاء المصبوبة ذات الهامش غير المستوي للأعمال المعدنية اللاحقة ، من الضروري عمل ثقب بعمق 5-10 مم من أجل الاتجاه الصحيح لحركة أداة القطع.
- لتشغيل الثقوب العكسية ، يتم ترك بدل من 1 إلى 3 مم ، اعتمادًا على القطر النهائي.
- لا يكتمل تغطيس منتجات الصلب بدون التبريد بمحاليل زيت خاصة. عند العمل مع الحديد الزهر ، وكذلك معادن غير حديدية ، فهو اختياري.
- يتم تحديد النسخة المثلى من الغاطسة وطريقة التشغيل مع مراعاة قطر الثقب المطلوب ودقة المعالجة وعمقها ومعدن الجزء وخيارات آلة الإنتاج.
- يجب أن يتزاوج حامل أداة القطع مع الفتحة الموجودة على محطة العمل.
- في الحالة التي يُفترض فيها الانتهاء من مخرطة الثقوب ، ثم أثناء التوسيع ، يتم ترك جزء من البدل ، من 0.15 إلى 0.3 مم ، لمزيد من العمل.
- لمعالجة المنتجات المصنوعة من الفولاذ المقوى والمسبوكات ، يتم استخدام حواجز عازلة مع إدراج كربيد بقطر 14-50 مم و 3-4 أسنان.
- عند معالجة المعادن غير الحديدية وسبائك الحديد التي تحتوي على نسبة عالية من الكربون ، يتم استخدام أحواض الريش العازلة.
- تستخدم الأدوات الفولاذية عالية السرعة لمعالجة المنتجات المصنوعة من الفولاذ الهيكلي العادي. بالنسبة للفتحات التي يزيد طولها عن 40 مم ، يتم استكمال الأدوات بفوهات بقطر 32-80 مم.
غالبًا ما يكون تضارب العملية مع التكنولوجيا المعمول بها هو سبب الزواج. مع وجود الكثير من تآكل الأدوات ، سيكون الثقب الناتج أصغر مما هو عليه في المشروع. عندما يتجاوز الفني التغذية ، أو يلتصق الحطام بأسنان الغطس ، قد لا تكون النظافة مرضية.عيوب أخرى: جزء من السطح لا يتم تشكيله ، والقطر الناتج أكبر من المطلوب ، ناتج عن الاختيار الخاطئ للغطاء أو تركيبه غير الصحيح.
التوسيع للمعدن والخشب. الخصائص
أولاً ، يتم تحديد تصميم الغاطسة. على سبيل المثال ، يمكن تشكيل قطع العمل المصنوعة من معادن غير حديدية وسبائكها بغطاء عادي من الريش ، وللفولاذ عالي الكربون ، فإن الأداة المعدنية ذات 3 ... 4 أسنان مناسبة ، في حين أن زاوية المخروط المقطوع يمكن تختلف في حدود 60 ... 90 درجة.

تشمل تكنولوجيا إنتاج هذه العمليات ما يلي:
- التحقق من استقامة محور الفتحة المثقوبة مسبقًا. للقيام بذلك ، استخدم مقياسًا داخليًا ، ويتم وضع الجزء على مستوى صلب مسطح.
- لقطع العمل من سبائك الصب - اختبر الثقب حتى عمق 5 ... 10 مم. هذا يجعل من الممكن استبعاد تأثير الانقطاع المحتمل للهيكل المصبوب لشغل الشغل على نفاذ حوض العد.
- ترطيب الحافة الأمامية للفتحة بسائل تبريد (بالنسبة للفراغات المصنوعة من الحديد الزهر ، وكذلك المنتجات المصنوعة من المعادن غير الحديدية ، يعد هذا اختياريًا). بعد ذلك ، يتم توفير المبرد على طول الأخاديد الحلزونية الموجودة.
- إمداد الطاقة للغطاء المضاد لأنه يخترق المعدن (ستزداد القوة 2.5 ... 3 مرات ، لكن هذا ليس سبب العطل).
- انخفاض تدريجي في التغذية مع اقترابها من الطرف المقابل للحفرة.
بعد معالجة قطعة العمل بغطاء مع جزء توجيه مطور ، لن تكون هناك حاجة إلى المرور اللاحق للأداة من خلال الفتحة.
أهمية خاصة للحرفيين في المنزل هي أداة الحفر والغطاء المدمجة. إنه تمرين متدرج ، يتم في نهايته تشكيل جزء عكسي. لتقليل التآكل وقوة التغذية الطولية ، تم تجهيز هذا الجزء بأخاديد نصف كروية ، حيث يتم توفير المبرد بشكل دوري ، وتتم إزالة الرقائق الناتجة.
نظرًا لأن المثقاب بالغطاء ، أثناء تعمقه في المعدن ، يعمل في ظل ظروف مختلفة ، يتم فرض عدد من المتطلبات الإضافية على أدائه:
- سيكون لأكبر قدر من المتانة أداة عمل مع طلاء عالي المقاومة للسطح من التيتانيوم أو نيتريد التنجستن. الأدوات المزرقة (السوداء) سيكون لها متانة أقل قليلاً ؛
- تساعد مجموعات من عدة أحجام قياسية من تدريبات الغاطسة في تشكيل جزء انتقالي مخروطي لمثبتات الأبعاد المطلوبة في نهاية الحفرة ؛
- يجب أن يكون جزء العمل من المثقاب هو الحد الأدنى المسموح به ، حيث يتم ضمان المعالجة المستقرة: تفقد الأدوات الطويلة ثباتها بشكل حاد من الانحناء ، مما يؤدي ، نظرًا للصلابة المتزايدة ، إلى الكسر على الفور.
تختلف الفتحات للخشب ليس فقط في المواد ، ولكن أيضًا في شكل نهاية جزء العمل. من الملائم أيضًا استخدام مثقاب خاص للغطاء ، يتم وضعه فوق مثقاب تقليدي ومرفق به بمسمار. في الوقت نفسه ، يتم ضمان جودة الحفر من خلال شحذ المثقاب الصحيح والاختيار الأمثل لمواده. بالنسبة لقطع العمل العميقة (الأحجام التي تزيد عن 40 ... 50 مم) ، فمن المنطقي أكثر استخدام المثاقب المصنوعة من الفولاذ المصقول للأدوات ، بينما بالنسبة للمنتجات الأقل سمكًا ، تُظهر الوصلات الكربيدية متانة أفضل.
تتميز مثقاب الغاطسة للأداة الرئيسية بميزة تشغيلية أخرى: فهي ذات وجهين ، وبالتالي ، عند تثبيتها على المثقاب مع الجزء المقابل لها ، يمكن استخدامها بشكل فعال كمحدد للعمق لمعالجة التجويف.
الملامح الرئيسية للخزانات الخشبية:
- شكل نهاية العمل بزاوية 90 درجة.
- زاد عدد الأسنان إلى 5.
- يمكن استخدامه أيضًا لردم ثقب دون تغيير قطره.
- اعتماد عدد حواف القطع على المادة المراد معالجتها: بالنسبة للأخشاب اللينة - الصنوبر أو الزيزفون - عادةً ما تكون حافة القطع الواحدة كافية.في الوقت نفسه ، إذا كان من الضروري معالجة الخشب على طول الحبوب ، نظرًا لخطر التقطيع ، فإن عدد حواف القطع يكون اثنين أو أكثر.
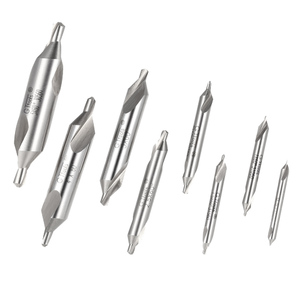
تدريبات المركز: ما هي وخصائصها

يعرف أي شخص صادف عملية حفر حفرة مدى أهمية أن تكون هذه الثقوب مستقيمة وتصنع عند الحاجة بالضبط. بعد كل شيء ، عادةً ، إذا كان الثقب غير مستوٍ ، أو تم صنعه بزاوية أو في المكان الخطأ قليلاً ، فيجب التخلص من الجزء أو المادة
لذلك ، توصلوا إلى أداة خاصة تسمى تدريبات التمركز.
لنكتشف ما هي هذه الأداة. التدريبات المركزية للمعادن (أو كما يطلق عليها أيضًا تدريبات التمركز) هي أدوات خاصة متعددة الوظائف (تحتوي على عدة مناطق عمل لأداء عمليات مختلفة) أدوات لقطع المعادن.








مظهر الحفر المركزي
عادة ما تكون قصيرة جدًا ، مع مساحة قطع رفيعة ، وحواف قطع مدببة وذيل أكثر سمكًا (بضع مرات أكثر سمكًا من الحافة) ، مما يوفر صلابة محسنة للأداة.
جوهر عملية إعادة الربط
ترتبط ارتباطا وثيقا التوسيع والحفر. عادةً ما يتم إجراء عملية إعادة الربط على الفتحة النهائية ، ولكن هناك أوقات يكون فيها من الضروري إجراء استراحة بدون حفر أولي. وفي ذلك ، وفي إصدارات أخرى ، استخدم أداة ربط ذات تصميمات مختلفة.
عملية إعادة الربط نفسها بسيطة للغاية: يتم استخدام قاطع خاص لشطف الفتحة. كلما تمت إزالة المزيد من المعدن ، زادت المسافة البادئة. عادة ما يكون شكل الغاطسة مخروطي الشكل. الشيء الرئيسي هنا هو مراقبة المحاذاة الصارمة لعنصر القطع والثقب: يجب أن يكون هناك محاذاة مثالية. خلاف ذلك ، سيتم إزاحة التجويف بالنسبة للفتحة ، ولن يتمكن رأس المسمار من دخوله.
لإجراء عملية إعادة ربط للحصول على حجرات وفترات استراحة ، من الضروري المرور بالمراحل التالية من العملية التكنولوجية:
- قم بقياس رأس الجهاز الملولب ، والذي سيتم إجراء العطلة من أجله (بمعنى كل من القطر والارتفاع والزاوية المائلة ، إذا كان الرأس لديه تصميم لعملية المسح).
- حدد الفتحة المناسبة وأرفقها بمعدات الحفر أو الخراطة.
- مع مراعاة نسبة المحاور بدقة ، قم بإصلاح الشغل بالفتحة المقابلة للقاطع.
- قم بتشغيل معدات الحفر وضبط العدد المطلوب من الثورات (إذا كانت دائرة الماكينة تسمح بذلك) أو حدد الأداة اللازمة لمعلمات الجهاز عن عمد.
- غطس الحفرة.