شحذ المنتجات ذات التصميم المختلف
بالإضافة إلى المثاقب الملتوية ، يتم استخدام أدوات التصميمات الأخرى لمعالجة المعادن. في المنزل ، يمكنك تصحيح الأدوات التالية.
gimbals مخروط
يمكنك شحذ مثقاب متدرج باستخدام ملف عادي. يتم شحذ حافة القطع للمنتج بزاوية قائمة.
إذا كان المثقاب المخروطي غير حاد في منطقة محدودة ، فيجب أن يتم الشحذ دون مغادرة المنطقة المتضررة.
فيديو:
توج
عند تصحيح أخطاء أدوات التاج ، يتم استخدام جهاز خاص وتحتاج إلى معرفة الزاوية التي يجب إزالة المعدن من سطح القطع. بالنظر إلى جميع الصعوبات والوقت الذي يقضيه في تنفيذ الإجراء ، من الأفضل اللجوء إلى الحرفيين ذوي الخبرة للشحذ.
فيديو:
استنتاج
ليس من الصعب تعلم كيفية شحذ المثاقب المعدنية بنفسك.
- بكميات صغيرة ، يكفي شراء ملف عالي الجودة وتنفيذ العملية يدويًا.
- بالنسبة للكميات الكبيرة ، من أجل تقليل تكاليف الوقت ، من الأفضل شراء معدات خاصة من شأنها تسريع العمل وتقليل احتمالية التضميد غير المناسب للأداة.
الطرق
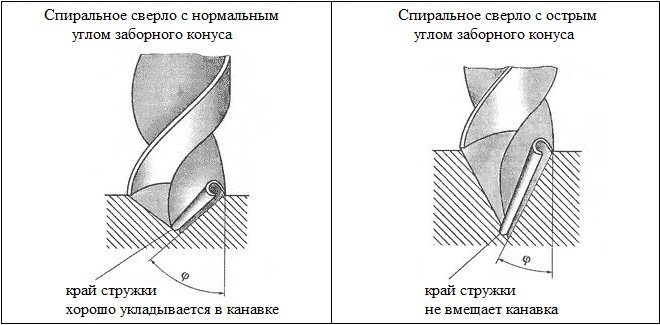
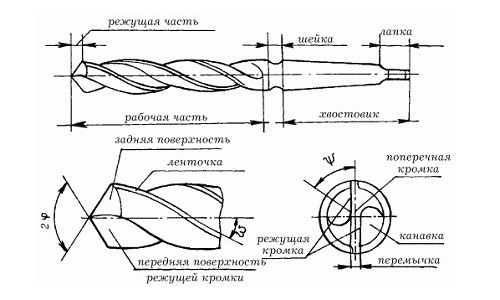
عند حفر المواد الصلبة ، يجب أن تكون الحواف فقط على اتصال بها. هذا هو سبب شحذ السطح الخلفي بزاوية معينة. نتيجة لهذه العملية ، تظهر فجوة بين حافة وقاع الحفرة.
يتم إجراء الشحذ باستخدام طرق مخروطية أو ثنائية المستوى أو مخروطية.
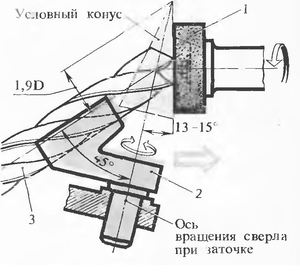
باستخدام شحذ مخروطي الشكل
يتم إدخال المثقاب في منشور خاص لآلة الطحن ، والتي تتحرك حول محورها. يكون المنشور بالنسبة لعجلة الطحن بزاوية معينة. ظهر المثقاب على شكل مخروط. إنه موجود في المكان الذي يتقاطع فيه سطح العمل لعجلة الطحن مع محور التأرجح.

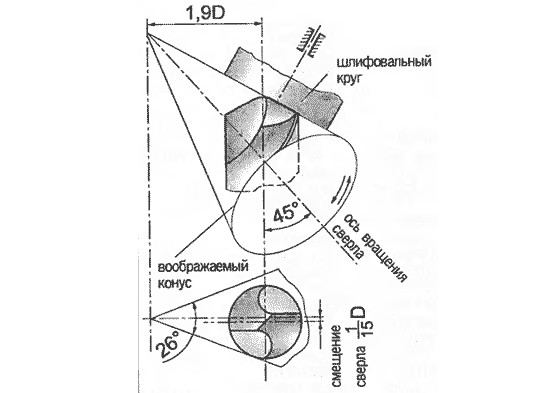
من أجل شحذ المثقاب بشكل صحيح ، يجب عليك أولاً ضبط المعلمات. يجب أن يكون محور مخروط الشحذ بزاوية 45 درجة بالنسبة لمحور المثقاب نفسه. يمكن إجراء الشحذ المخروطي بطريقتين:





- يجب أن يكون طرف المخروط المراد شحذه أسفل طرف مخروط الشحذ. يوصى مبدئيًا بإجراء التعديل وفقًا للمعايير المحددة: أ - 45 درجة ، ب - من 13 إلى 15 درجة ، ن - 1.9 د. يجب أن يتقاطع محور الحفر والفتق بزاوية أقل من زاوية عجلة الطحن والحفر. إذا شحذنا بهذه الطريقة ، فأنت بحاجة إلى التأكد من أن طرف المثقاب يقع فوق طرف مخروط الشحذ. يجب أن يكون المسافة بين الرأس والحفر 1.06d. يجب أن يتقاطع محور الحفر والمحور المستدق بزاوية 90 درجة.
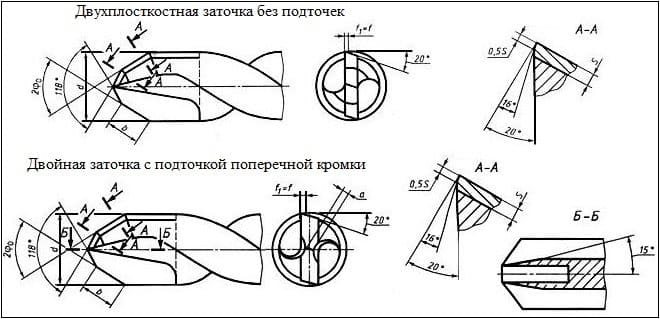
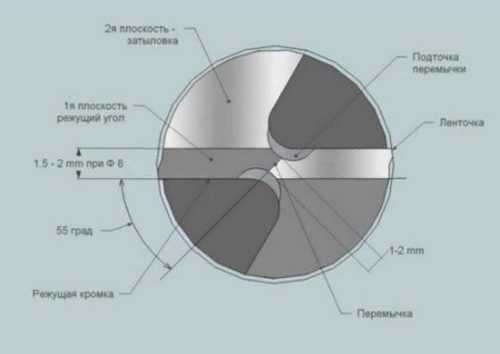
- من أجل توفير الزاوية الخلفية للنقطة المحيطية ، من الضروري توفير مؤشرات - a-5-7 درجات ، الزاوية 2f - من 116 إلى 118 درجة. يجب أن تكون حافة القطع المستعرضة بزاوية 55 درجة.
يوصى باستخدام الطريقة المستدقة لإنشاء زيادة حادة في زاوية خلوص المثقاب. يمكن استخدام هذه الطريقة إذا كان للمثقاب قطر كبير - أكثر من 3 ملليمترات.
باستخدام شحذ المسمار
إذا أصبح من الضروري أتمتة عملية شحذ التدريبات ، فمن المستحسن استخدام طريقة اللولب. وهو يتألف من حقيقة أن الحركات الترجمية يتم تنسيقها مع دوران عجلة الطحن... يمكن استخدامه لشحذ الزوايا الأمامية والخلفية في نفس الوقت.
مع الشحذ الحلزوني ، تزداد الزوايا الخلفية لجزء العمل مع اقترابها من المركز.بهذه الطريقة ، هناك انخفاض في قوة الحافة الجانبية للمثاقب ، مما يؤدي إلى الكسر عند حفر المواد شديدة الصلابة.
شحذ ثنائي المستوى
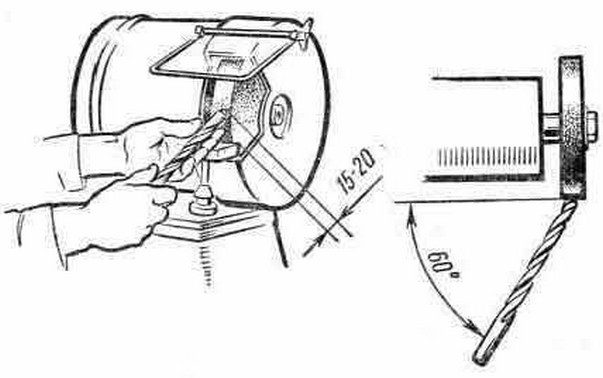
باستخدام هذه الطريقة ، يوصى بشحذ التدريبات المخصصة للحفر في المواد غير الصلبة. إذا كان قطر الحفر أقل من 3 مم ، يوصى باستخدام طريقة الشحذ هذه. باستخدام هذه الطريقة ، يتم شحذ المثاقب بزاوية 60 درجة. بفضل هذه الطريقة ، يتم تحسين المنتجات بدلاً من تصحيح الأخطاء.
ميزات شحذ أنواع مختلفة من التدريبات
يمكن أن تكون لقم الثقب للمعادن pobedit ، حلزونية وخطوية. هناك متطلبات معينة لشحذ كل منها. ولكن قبل معرفة كيف يمكنك إعادة الخصائص المفقودة بمرور الوقت إلى التدريبات ، يجب عليك فحصها واختبارها أثناء التشغيل. سيسمح لك ذلك بفهم ما إذا كان المنتج يحتاج حقًا إلى الطحن. تعتبر علامات أداة القطع الحادة بمثابة تسخين قوي ، وضوضاء عالية أثناء استخدامها ، وحفر رديء الجودة. ومع ذلك ، ليس من المعقول دائمًا اللجوء إلى الشحذ. من الأفضل التخلص من المثقاب الذي يزيد طول سطح القطع عن 1 سم.
كيف تطحن تدريبات منتصرة؟
لكي يعض المنتج المنتصر في المادة مرة أخرى جيدًا لإنشاء ثقوب في المعدن ، فأنت بحاجة إلى تسليح نفسك ليس فقط بأداة شحذ ، ولكن أيضًا باستخدام سائل تبريد. لن ينجح شحذ مثقاب من هذا النوع بحجر صنفرة بسيط ، سيكون عليك تسليح نفسك بمبراة كهربائية.
لكي تبدأ أداة القطع في حفر المعدن بكفاءة كما كانت من قبل ، يجب تقليل عدد الثورات في الثانية على التركيبات المستخدمة لشحذها. الحقيقة هي أنه كلما زادت قوة المادة ، يجب أن تكون سرعة المعالجة أقل.
من المفترض أن يتم طحن المثقاب المنتصر بلمسات قصيرة للمبراة. تتطلب عملية شحذ هذا المنتج مزيدًا من الاهتمام ، لأن حواف المثقاب المنتصر تزداد شحذًا بسرعة كبيرة. يجب شحذ كل جانب من جوانب القطع للأداة ليلائم الجانب الآخر. إذا تم انتهاك هذه القاعدة ، فسوف يتحول مركز محور الدوران ، وسيقوم المثقاب بعمل ثقوب كبيرة جدًا في المعدن والمنحنيات على طول الحواف.
عند طحن أداة القطع ، من المهم التحكم في نسبة الخلوص إلى حافة القطع. يجب أيضًا توخي الحذر لضمان عدم تسخين المثقاب ، حيث يمكن أن يؤدي ذلك إلى حدوث تشققات وشظايا.
إذا ارتفعت درجة حرارة المنتج الذي تتم معالجته باستخدام مبراة أو أي جهاز آخر فجأة ، فيجب غمره في سائل خاص أو ماء عادي. لكن بما أن الطرف يتحول إلى اللون الأحمر والساخن ، يجب ألا تقوم بتبريده على الفور لمنع التلف. يجب السماح للحفر بالتبريد عن طريق التعرض للهواء قبل غمره في الماء.
كيفية شحذ منتج حلزوني؟
لاستعادة حدة المثقاب اللولبي ، تحتاج إلى طحن حوافه الخلفية. أثناء هذه العملية ، يجب توخي الحذر لمعرفة ما إذا كان طرف الحفر قد تم شحذه بنفس الطريقة مثل الأخرى. من الصعب جدًا القيام بذلك بدون وحدة خاصة ، خاصة لأولئك الذين ليس لديهم خبرة في شحذ المثاقب للمعادن.
عند شحذ مثقاب ملتوي بيدك ، من غير المحتمل أن يكون من الممكن إعطاء شكل صحيح تمامًا للحواف الخلفية وزاوية خلفية معينة. لذلك ، من الحكمة طحن مثل هذا المنتج على آلة أو جهاز خاص. لو كان هناك فقط إزميل عادي في المزرعة ، وكان الرجل الذي يحتاج إلى معالجة مثقاب ملتوي غير حاد لديه خبرة في شحذ أدوات القطع.





كيف يتم آلة حفر متدرجة بشكل صحيح؟
يعد شحذ أداة القطع للمعادن ، على شكل خطوات ، أكثر صعوبة بعدة مرات من شحذ المثقاب. يجب استرداد المنتج ذي التدفق المستقيم للرقائق بنمط محدد.على طول حواف القطع للخطوات من جانب الحضيض ، من المفترض أن يتم تنفيذها باستخدام قرص ، مما يجعل اللمسات الخفيفة.
عند تشكيل مثقاب متدرج ، يجب ألا تعوض الزاوية المتكونة بين السطح في الجزء الخلفي من الخطوة والأخدود. هناك المزيد من الفروق الدقيقة في المنتج ، حيث يكون أخدودها حلزونيًا. لا تختلف تقنية المعالجة الخاصة بها ، ولكنها تتطلب عناية فائقة وكثيرًا من الخبرة في مثاقب الطحن.
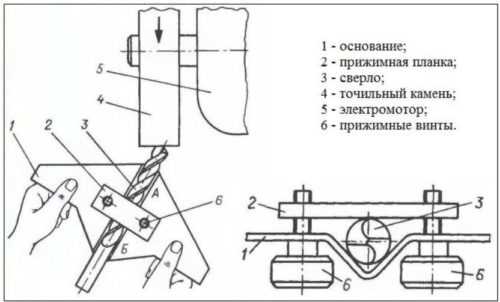
المباري
لتقصير وقت العمل وتحسين جودته ، من المهم اختيار جهاز يسمح لك بتثبيت أداة القطع. يعتمد الشحذ العادي للمثاقب للمعدن إلى حد كبير على دقة ضبط الزاوية المطلوبة وإمكانية ضبط التغذية أثناء عملية التقليب

تسمح لك معظم المرفقات بشحذ أدوات القطع من حجم 3-19 مم. لاستعادة المنتجات الحلزونية ، يتم استخدام كل من الآلات المتخصصة والعادية بمحرك كهربائي ونظام تغذية ، والتي يمكن تجميعها بنفسك وتثبيتها في المرآب أو غرفة المرافق.
للعمل في المنزل ، ليس من المنطقي شراء معدات احترافية باهظة الثمن: يمكنك تقييد نفسك بعجلة طحن مقترنة بحامل ، أو تصويب المنتج يدويًا تمامًا.
باستخدام طاحونة
بالإضافة إلى الجهاز نفسه ، هناك حاجة أيضًا إلى نائب للعمل ، حيث يتم إصلاح أداة القطع المصححة.

لشحذ المثاقب المعدنية بمطحنة ، يجب مراعاة تسلسل العمل التالي:
- ثبت المنتج عموديًا في الرذيلة ؛
- قم أولاً بمعالجة الحافة الخلفية لإزالة علامات التآكل ؛
- أدر حافة العمل عند 120 درجة.
لمنع ارتفاع درجة حرارة المثقاب ، يجب ألا يستمر ملامسته لقرص الطحن لأكثر من 1-2 ثانية. يتم تحقيق التأثير عن طريق إزالة طبقة رقيقة من المعدن بشكل متكرر من وجه العمل.
شحذ على مبراة
يعتبر شحذ عجلة الطحن طريقة أكثر ملاءمة وأمانًا مقارنة بالمطحنة.
إذا لم تسمح لك التجربة بتحديد مستوى تآكل المثقاب للمعدن وأداء مغزلها على المبراة "بالعين" ، فأنت بحاجة إلى استخدام جهاز خاص - حامل مثبت بالقرب من قرص العمل. المثبت مثبت بإحكام لتجنب الإزاحة.





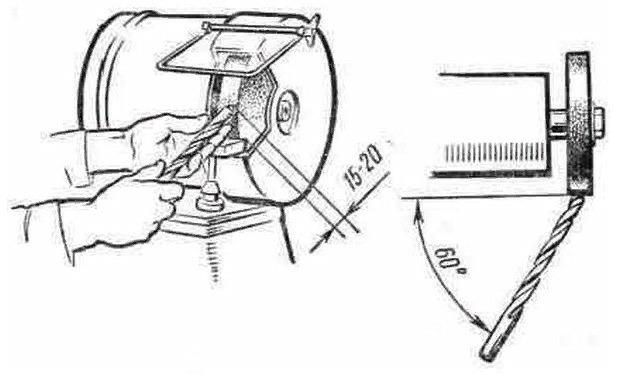
في آلة الخراطة ، ليس من الصعب شحذ المثاقب للمعادن.
يتم تثبيت الأداة في الحامل ، ويتم تشغيل المبراة ، ويتم ضغط حواف العمل قليلاً مقابل الدائرة بالزاوية المطلوبة. إذا كانت هناك نتوءات صغيرة ، فيجب إزالتها بالتساوي من جميع الجوانب قبل الدوران.
باستخدام مثقاب
من الممكن شحذ المثاقب ذات الأقطار المتوسطة (4-10 مم) بكفاءة وسرعة بدون عجلة طحن باستخدام لقم الثقب القياسي.

يتم الشحذ بهذا الترتيب:
- يتم وضع فوهة على المثقاب ؛
- يتم تثبيت مثقاب في الفتحة ذات القطر المطلوب ؛
- يتم تشغيل المثقاب ، يتم تشغيل المنتج على جانب واحد ؛
- لتصحيح حافة القطع المعاكسة ، يتم تدوير الأداة 180 درجة.
تطبيق الفوهة له بعض الخصائص:
- لا يمكن إجراء عملية شحذ عالية الجودة وفعالة إلا في حالة التدريبات الباهتة قليلاً. في حالة وجود ضرر عميق ، كقاعدة عامة ، يتشكل مع ارتفاع درجة حرارة المعدن بشكل كبير ، لن يكون من الممكن استعادة الأداة.
- زاوية شحذ ثابتة. الملحق مناسب فقط للمثاقب المستخدمة للعمل مع مواد معينة.
ملف أو ملف شحذ
لا يمكن شحذ المثقاب المستخدم في معالجة المعادن بملف أو ملف لسببين:
- صلابة المادة. حتى أفضل ملف سوف يتلاشى قبل إصلاح القاطع.
- عند استخدام الماس أو الأحجار الكاشطة ، من المستحيل الحفاظ يدويًا على الزاوية المرغوبة.
هل حان وقت الشحذ؟ ..
يصعب على الحرفي عديم الخبرة أن يميز أداة جيدة الشحذ عن تلك التي أصبحت مملة بالفعل. العلامات الرئيسية التي تدل على أن الوقت قد حان لبدء التوضيح هي كما يلي:
- يصبح المعدن شديد السخونة.نظرًا لتآكل حافة القطع ، يزداد الاحتكاك أثناء الحفر. وفقًا لذلك ، يتم تسخين جزء العمل ثم السيقان ، ظرف الحفر (ثقب). مع التسخين القوي ، يفقد معدن المثقاب خصائصه و "يطلق" ويتوقف عن الاستمرار في الشحذ على الإطلاق ؛
- يتم تضخيم الصوت أثناء الحفر ، وهناك صرير وصرير ؛
- تخرج الرقائق إما من جانب واحد فقط (شحذ غير متساوٍ) ، أو من كليهما ، ولكن على شكل فتات ، وليس لولبًا أنيقًا.
بشكل فردي ، يمكن اعتبار هذه الأعراض نتيجة العمل بمواد صلبة وهشة للغاية ، وهو النوع الخاطئ من التدريبات بشكل عام. جميعًا معًا ، تقول بوضوح - حان الوقت لشحذ الحواف!
ما هو مطلوب لهذا الإجراء
لشحذ مثقاب للمعادن بنفسك ، يجب عليك أولاً تحديد المهام التي سيتم استخدامها من أجلها. في ظروف الإنتاج ، من أجل شحذ التدريبات ، كقاعدة عامة ، يتم استخدام أجهزة خاصة لضمان أقصى قدر من الدقة والإنتاجية لمثل هذه العملية. عند شحذ المثاقب في المنزل ، عليك دائمًا البحث عن طرق لجعل نتيجة هذه العملية عالية الجودة.
يجب أن يشتمل الحد الأدنى المحدد لشحذ المثاقب المعدنية على ما يلي:
- آلة الصنفرة
- عجلات طحن ذات صلابة مختلفة ، يتم اختيارها اعتمادًا على مادة تصنيع المثقاب المراد شحذها ؛
- حاوية للمبرد والسائل نفسه ، والذي يمكن استخدامه كمياه عادية (أو زيت آلي) ؛
- الأدوات التي تسمح لك بالحفاظ على زوايا الشحذ الصحيحة.

يتم تثبيت حامل المثقاب بجانب قرص الكشط لشحذ حافة القطع بزاوية دقيقة
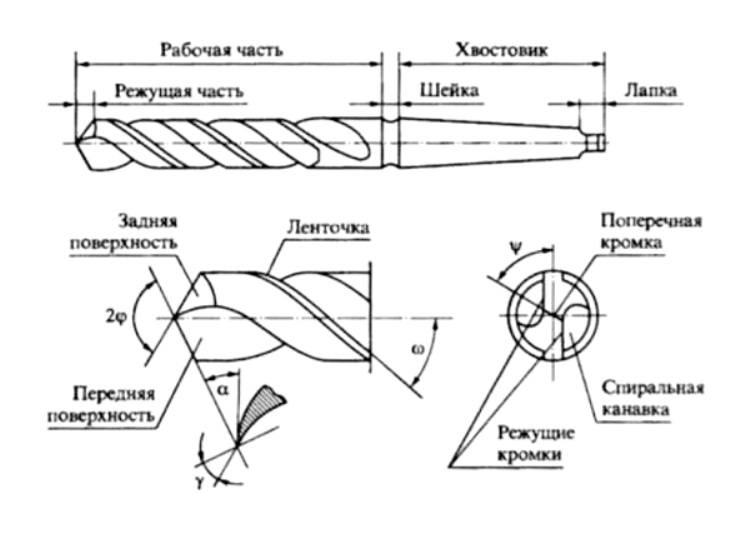
عند شحذ التدريبات بيديك ، عليك الانتباه إلى المعلمات التالية:
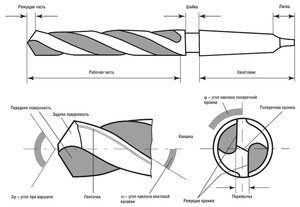
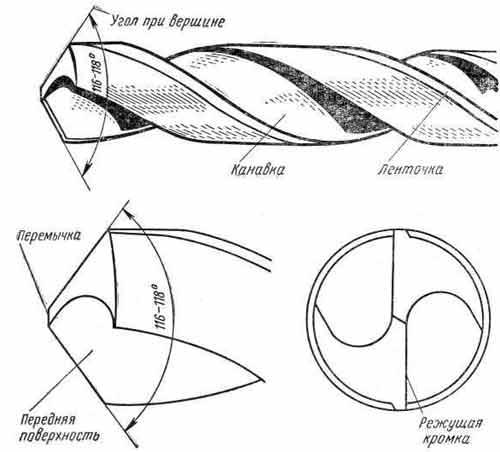
- الزاوية بين مستوى مقدمة المثقاب وقاعدة حافة القطع (تسمى هذه الزاوية ، المقاسة في مستوى القطع الرئيسي ، الجبهة) ؛
- زاوية الخلوص ، والتي تقاس بنفس طريقة الزاوية الأمامية ، ولكن على طول المستوى الخلفي للحفر ؛
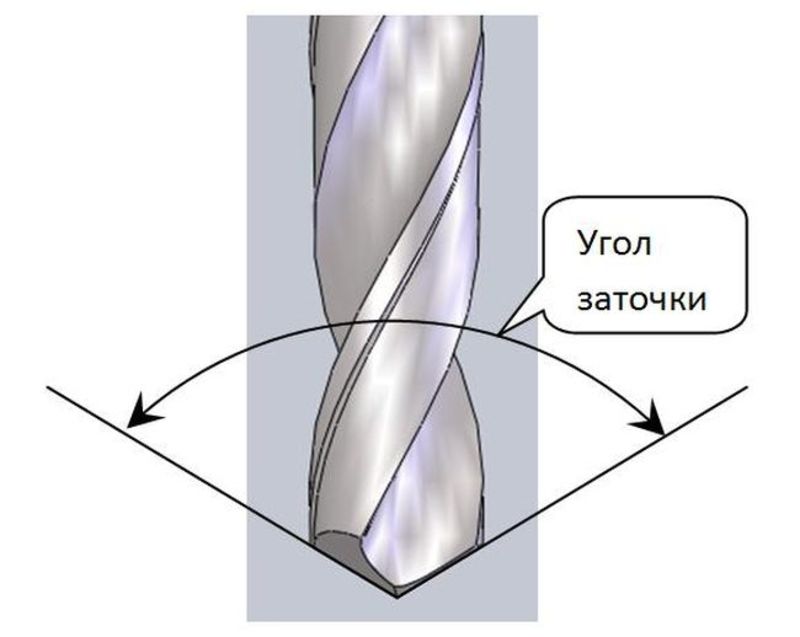
- زاوية أنف الأداة ، مقاسة بين حافتي قطع.
لشحذ المثاقب المعدنية وفقًا لجميع القواعد ، يجب عليك الالتزام بالقيم التالية للمعلمات المذكورة أعلاه:
- زاوية أشعل النار حافة القطع - 20 درجة ؛
- زاوية خلفية - 10 درجة ؛
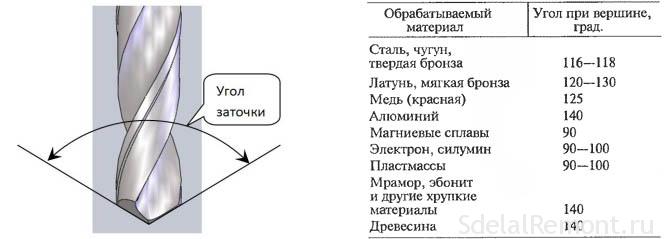
- زاوية القمة - 118 درجة.

الجدول 1. الزوايا الموجودة في الجزء العلوي من المثقاب اعتمادًا على المادة التي تتم معالجتها

الجدول 2. أشعل النار وزوايا أشعل النار من الحفر
إذا كنت بحاجة إلى شحذ لقمة ثقب للمعادن في الإنتاج أو في المنزل ، فيجب عليك اتباع احتياطات السلامة بدقة. هذه العملية مصحوبة بتكوين عدد كبير من الشرارات ، والتي من الضروري حماية أجهزة الرؤية من آثارها. بالإضافة إلى ذلك ، نظرًا لأن هذا الإجراء يتم باستخدام أدوات معدنية حادة ، فيجب تنفيذه باستخدام القفازات لحماية اليدين.








عملية شحذ
من المستحسن أن يتم شحذ المثقاب المعدني بشكل صحيح بمساعدة الأجهزة الخاصة والأدوات الآلية. لسوء الحظ ، في ورشة العمل المنزلية ، لا تتوفر هذه المعدات دائمًا ، وعادة ما يتم إجراء شحذ المثاقب بنفسك باستخدام آلة طحن كهربائية بمواد كاشطة ، على سبيل المثال ، على عجلات حجرية. يتم إجراء الشحذ على طول الحواف الخلفية ، بينما يجب شحذ جميع الأسنان بشكل متطابق تمامًا. في الوقت نفسه ، من الصعب الحفاظ يدويًا على زاوية معينة والشكل المطلوب ، ومن الأسهل شحذ الأدوات اللولبية والتاجية فقط في المنزل.
زوايا سطح العمل
من أجل معرفة كيفية شحذ المثقاب للمعادن على المبراة ، يجب أن تتذكر عددًا من المعلمات المهمة المطبقة على جزء القطع ، والتي يضمن تنفيذها نتيجة عالية الجودة:
- زاوية موقع الجزء الخلفي من الأداة بالنسبة لمستوى الحفر = 10 درجة ،
- زاوية شحذ السطح الأمامي = 20 درجة
- زاوية الأنف لأداة القطع = 118 درجة
في هذه الحالة ، يمكن أن تتغير الزاوية في الرأس ، اعتمادًا على المادة التي يجب أن تعمل بها:
- للفولاذ المقاوم للصدأ والحديد الزهر والبرونز الصلب - 115-118 درجة ؛
- للألمنيوم - 130-140 درجة ؛
- للنحاس - 125 درجة ؛
- للبرونز الناعم - 130 درجة.
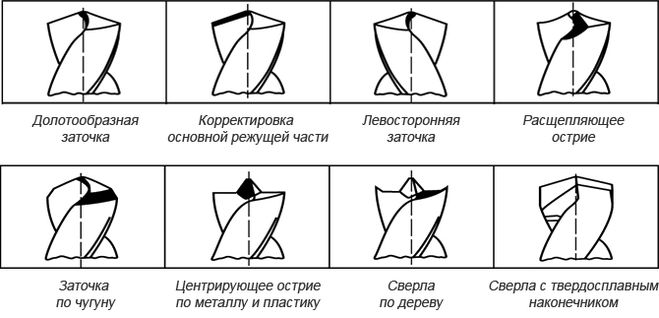
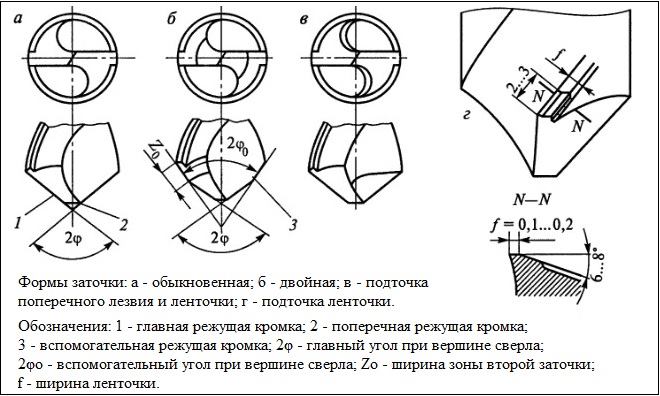
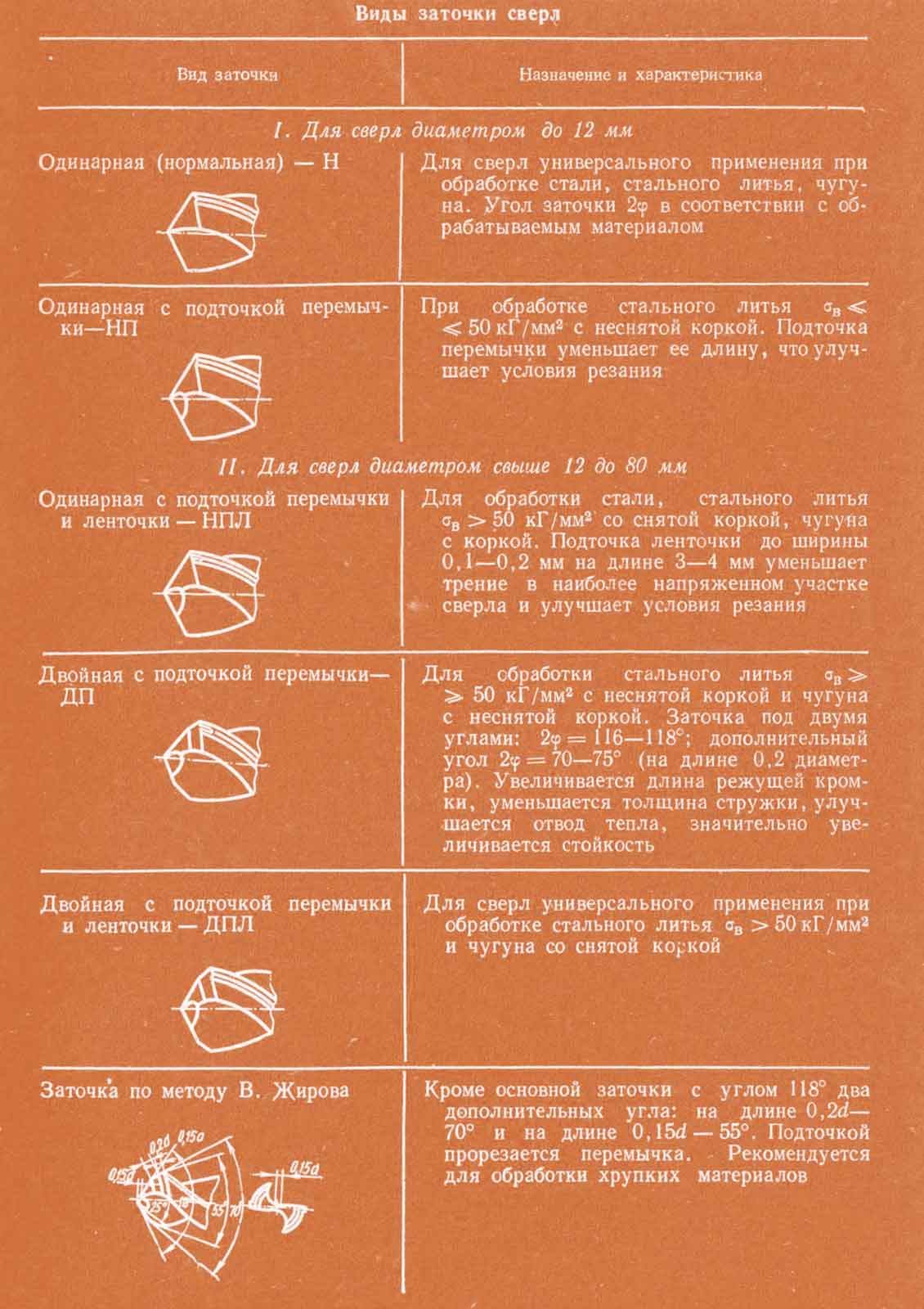
هناك عدة أنواع من الشحذ تستخدم لأغراض مختلفة. الأكثر شيوعًا هي:
- طائرة واحدة. مع هذا النوع من المعالجة ، يتكون السطح الخلفي للريش على شكل طائرة واحدة. الزاوية الخلفية تقع في حدود 28-30 درجة. يتم وضع المثقاب مع جزء القطع الموازي لعجلة الطحن ولا يغير موضعه. يعتبر أبسط أنواع شحذ المثاقب بقطر يصل إلى 3 مم ، لكن العيب هو أن حواف القطع يمكن أن تنهار أثناء عملية الحفر.
- شحذ مخروطي الشكل. تستخدم عادة في التدريبات ذات الأقطار الكبيرة نسبيًا. من الصعب القيام بذلك بدون معدات خاصة وبدون المهارات المناسبة. يجب أن يتم التمرين باليد اليسرى من خلال جزء العمل الأقرب إلى المخروط ، ويجب أن يتم إمساك الذيل باليد اليمنى. ثم يتم ضغط الأداة على طرف حجر التجليخ مع سطح الجزء الخلفي وحافة القطع. في عملية الشحذ ، يتأرجح المثقاب قليلاً من الذيل باليد اليمنى ، وهذا يسمح لك بإنشاء سطح مدبب على حافة الريش.
تشطيب المادة بعد شحذها
يتم اللف على دوائر اللف الخاصة. إن اختلافهم عن عجلات الطحن التقليدية هو أن معالجة المواد القوية يتم دمجها للحصول على سطح تشطيب جيد.
نظرًا لنعومة المادة والمواد الكاشطة عالية الجودة ، فإن هذه الدوائر مثالية لإزالة الخدوش وعيوب السطح الأخرى ؛ يمكن إزالتها دون تغيير هندسة جزء العمل من المادة. كقاعدة عامة ، يتم تثبيت هذه الدوائر على طاحونة أو مثقاب ، مما يجعل من الممكن معالجة المثقاب المثبت بشكل أكثر ملاءمة ودقة ، على سبيل المثال ، في الرذيلة.
بالإضافة إلى عجلات التشطيب ، يمكنك ملء سطح العمل بالصنفرة الموجودة على قرص نفس المطحنة.
شحذ السطح
 إن المثقاب المعدني الذي تم شحذه بشكل صحيح بأيديك على أداة بقطر يصل إلى 10 مم كافٍ تمامًا للعمل ؛ بالنسبة للأدوات الأوسع ، يوصى بشحذ السطح الأمامي بشكل إضافي.
إن المثقاب المعدني الذي تم شحذه بشكل صحيح بأيديك على أداة بقطر يصل إلى 10 مم كافٍ تمامًا للعمل ؛ بالنسبة للأدوات الأوسع ، يوصى بشحذ السطح الأمامي بشكل إضافي.
معنى هذا العلاج هو أنه من خلال زيادة زاوية حافة القطع وتقليل زاوية أشعل النار ، تزداد مقاومة الانهيار ، مما يؤدي إلى زيادة مورد المثقاب. بالإضافة إلى ذلك ، يتم تقليل عرض الحافة المستعرضة ، بحيث لا يتم حفر المادة الموجودة في الجزء المركزي من الحفرة ، بل يتم كشطها ، مما يسهل عملية حفر المعدن. للتمرين بزاوية خلوص صغيرة ، يمكنك شحذ الخاصرة لتقليل الاحتكاك داخل الحفرة.