المتطلبات الأساسية
يتم إجراء التدريبات ، المصممة للحصول على ثقوب مركزية ، من. وفقًا لمتطلبات الوثيقة التنظيمية ، يجب أن توفر هذه المادة معلمات الصلابة التالية لجزء العمل من الأداة بقطر:
- أقل من 3.15 مم - 63-65 HRC ؛
- أكثر من 3.15 مم - 63-66 HRC.
يجب أن تحتوي فئة منفصلة من التدريبات المركزية ، التي تحتوي مادتها على الكوبالت (5٪) والفاناديوم (3٪) ، على صلابة على الأقل وحدة واحدة أعلى من المعلمات المذكورة أعلاه.
قد يكون لقطر التدريبات المركزية انحرافات ، يتم تحديد القيم المحددة لها أيضًا في المستند التنظيمي:
- للأدوات التي يزيد قطرها عن 5 مم - +0.15 مم ؛
- 2.5-5 مم - +0.12 مم ؛
- 0.8-2.5 مم - +0.1 مم ؛
- حتى 0.8 مم - +0.05 مم.
الأبعاد الهندسية لمركز التدريبات
تسرد الوثيقة التنظيمية أيضًا متطلبات حالة سطح التدريبات المتعلقة بنوع التمركز: يجب ألا يكون هناك تشققات أو شقوق أو تشويه أو حواف خشنة عليها. من المفترض أن الألوان الباهتة قد تكون موجودة في منطقة الأخاديد - في الأماكن التي تخرج فيها عجلة الطحن.
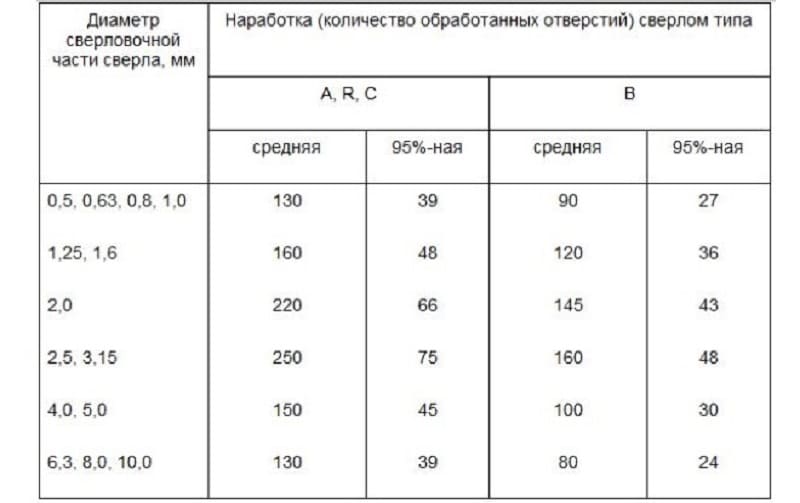
تحدد المواصفة القياسية أيضًا معايير فشل أداة التمركز ، والتي تحدث بالنسبة للمثاقب التي يصل قطرها إلى 3.15 مم في حالة الكسر ، وللأداة التي يزيد قطرها عن 4 مم - في حالة التآكل من سطحه الخلفي بالمقدار المحدد في الجداول المقابلة.
يجب أن يكون الفرق في عرض الريش ضمن النطاقات التالية للمثاقب ذات القطر:
- يصل إلى 3.15 مم - لا يزيد عن سبع أجزاء من المليمتر ؛
- أكثر من 3.15 ملم - لا يزيد عن عُشر ملم.
نصائح الاختيار
يعتمد اختيار المثقاب المركزي على أبعاد الثقب التي تريد صنعها.
يتم أيضًا أخذ وزن قطعة العمل المثبتة في آلة تصنيع المعادن في الاعتبار. يتم تنظيم الأحجام ، اعتمادًا على وزن قطعة العمل ، بواسطة GOST - كلما زادت كتلة الجزء ، كلما كان قطر الحفر أكبر
يحتوي كل قطر حفر على نسختين ، لذلك يتم اختيار نوعه وفقًا لمتطلبات خشونة جدران الفتحات.
يتم اختيار مثقاب التمركز المدمج وفقًا لمتطلبات نوع الثقوب المحددة في رسومات التصميم. لتحديد جودة الأداة ، هناك عدد من العناصر التي يجب التحقق منها.
الامتثال لمعايير صلابة روكويل. يشار إلى بيانات حفر المركز في بياناتها الفنية. تحتوي أداة الجودة على مؤشر لا يقل عن 63-66 HRC. يؤدي تجاوز هذه المعايير إلى حقيقة أن التدريبات ستكون هشة وقصيرة الأجل. ستؤدي المعايير المبسطة إلى جعل الأداة باهتة بسرعة كبيرة.
مطابقة المثقاب للقطر المعلن. يمكنك التحقق من ذلك باستخدام ميكرومتر. يجب قياس قلم العمل المطول للحفر - وإذا تجاوز قطره معدلات الخطأ المسموح بها ، فلن يكون من الممكن الحصول على ثقب بحجم معين باستخدام هذه الأداة.
تحديد سلامة المنتج
هذا مهم بشكل خاص لجزء القطع ، وكذلك للتاج المخروطي الشكل. يجب ألا يكون هناك تشققات أو خدوش على الأداة بدلاً من أسطح العمل.


تقوم أداة الحفر بتغيير زاوية ألواح القطع تدريجياً أثناء التشغيل. هذا يؤدي إلى انخفاض في سرعة القطع والتسخين المفرط للحفر. بمرور الوقت ، يتطلب أي حفر شحذًا ، وهو ما يجب إجراؤه مع الحفاظ على زاوية ميل حافة القطع.










الحيل في العمل
إذا لم يتمكن المستخرج من استخراج جزء الحلق ، فقم بإزالته بضغطة واحدة. للقيام بذلك ، تم حفر الفتحة التي تم حفرها على طول محور الدبوس أكثر قليلاً وتمت استعادة الخيط بنقرة.إذا تم تحديد قطر الفتحة المحفورة على طول محور الدعامة بشكل صحيح ، فعند المرور عبر الصنبور ، يتم قطع وإزالة بقايا الجزء الملولب من المسمار القديم. الشيء الرئيسي هو حساب قطر الثقب بشكل صحيح. من السهل القيام بذلك إذا كنت تعرف قطر الخيط وميله ، على سبيل المثال ، بالنسبة للخيط M8 × 1.5 مم ، اطرح الخطوة (8 - 1.5 = 6.5 مم) من قطر الخيط وقم بتقليلها بمقدار 0.5 أخرى. .. 0، 6 مم. أي ، يجب أن يبلغ قطر المثقاب حوالي 6 مم بحيث لا يلمس عند الحفر حواف ووديان الخيط الموجود على جزء مسمار التثبيت ويترك الحد الأدنى من المعدن ، والذي يمكن أن ينهار الصنبور وإزالته بسهولة. من الممكن تعداد أمثلة مختلفة على الاستخدام "غير المناسب" للتمرين المركزي لفترة طويلة - هناك العديد منها. نصيحتي لـ DIYers: احصل على هذه الأداة المفيدة في ورشة العمل الخاصة بك ولن تندم عليها. ليس من الصعب شراء مثل هذه التدريبات في متاجر الأدوات المتخصصة وفي السوق ، فهي معروضة للبيع في كثير من الأحيان.
ميزات أنواع مختلفة من شحذ الحفر
تعتمد صحة الطريقة المختارة على تقييم دقيق لارتداء العناصر الفردية. ما يلي يخضع لأكبر قدر من التآكل:
- السطح الخلفي أو الأمامي
- سترة او قفاز او لاعب قفز؛
- ضبط الزوايا
- شطب
اعتمادًا على درجة تآكل أحد المعلمات أو عدة عوامل في نفس الوقت ، يتم تحديد نوع من التوضيح يمكنه القضاء على هذه العيوب.
لتحقيق نتيجة حفر عالية الجودة ، من الضروري اختيار القطر الصحيح للحفر ، وشكل حافة القطع. للحفاظ عليها في حالة عمل ، لإعطائها الشكل المطلوب ، يجب عليك اختيار الطريقة الصحيحة (النوع) للشحذ.
يشار إلى الأنواع المستخدمة بالاختصارات المقبولة وتنقسم إلى الفئات التالية:
- NP - يفترض شحذ متسلسل للحافة المستعرضة. هذا يجعل من الممكن تقليل طوله ، وبالتالي تقليل حجم الأحمال الخارجية ، وزيادة عمر المثقاب.
- NPL - يتضمن هذا النوع معالجة الحافة المستعرضة والشريط. مما يؤدي إلى تقليل الحجم العرضي للشريط. تساعد هذه المعالجة في الحصول على زاوية الخلوص المطلوبة. هذا يقلل من قوة الاحتكاك لحافة القطع على سطح المعدن ؛
- موانئ دبي - ينتمي إلى فئة شحذ مزدوج. ينتج عن التطبيق الصحيح عرضي واحد وأربعة حواف قطع إضافية.
- DPL - تتضمن معالجة المثاقب للمعادن شحذ متسلسل للشريط. نتيجة لذلك ، يتم إنشاء ظروف أفضل لتبديد الحرارة وزيادة الموثوقية والمتانة.
تهدف جميع أنواع المعالجة إلى تهيئة الظروف المثلى للحفر. يتم تحديد وصف قواعد وخصائص التوضيح من خلال المعايير ذات الصلة. كل معلمات شحذ تدريبات للمعادن تلخيصها في جدول واحد. إنه يوضح هندسة أشكال الحواف المطبقة لظروف القطع المختلفة. تسمح أنواع الشحذ المدرجة باستعادة عالية الجودة لمعلمات جزء القطع من الأداة بقطر يصل إلى 100 مم.
عند تطبيق هذه الطرق ، من المهم جدًا مراعاة معلمات المعدن الذي صنعت منه الأداة. هذا ضروري للاختيار الصحيح لأداة الطحن (عجلة الطحن)
على سبيل المثال ، لاستعادة المثاقب عالية الجودة المصنوعة من الفولاذ عالي السرعة ، ينصح الخبراء باستخدام عجلة طحن الألومينا. إذا كان المثقاب مصنوعًا من مواد كربيد ، فمن المستحسن قصه بعجلة ماسية. تؤدي عملية استعادة المعلمات إلى تسخين كبير للجزء ، وخاصة حافة القطع. لذلك ، يجب تنفيذ هذه العملية على مراحل باستخدام المبرد.
يجب إيلاء اهتمام خاص لاستعادة المعلمات الأساسية للتمرين في ورشة العمل المنزلية. من الضروري ضمان الجودة العالية للمؤشرات التالية:
- نفس طول الحواف والشريط (يمكن إجراء القياس بأداة قياس موجودة) ؛
- حدة كلا الحافتين (يتم الفحص بصريًا) ؛
- قيم كلا الزاويتين (الأمام والخلف).
لتبسيط المهمة الأخيرة ، يقوم العديد من الحرفيين بعمل قوالب مستقلة توفر زاوية التوضيح المطلوبة. إن الالتزام الدقيق بهذه المعلمات ، والشحذ الصحيح للعتبة يزيد بشكل كبير من عمر خدمة المثقاب.








ومع ذلك ، هناك أنواع معينة من التدريبات ، والتي تؤدي خصوصيتها إلى تعقيد عملية الشحذ بشكل كبير. ترتبط مشاكل تدريبات التواء الشحذ أو التدريبات التدريجية بالهندسة المعقدة لتصميمها. لذلك ، يتم شحذ هذه الأدوات على آلات خاصة باستخدام المعدات المتطورة.
من الصعب بشكل خاص شحذ التدريبات التدريجية للمعادن. لا يمكن إجراء هذا الشحذ إلا باستخدام أدوات خاصة وخبرة كبيرة. ومع ذلك ، تجدر الإشارة إلى أنه لا يمكن إعادة شحذ الجزء الأكبر من هذه الأداة على الإطلاق.
لا تنطبق أي من الطريقتين على مثاقب الماس أو القطع الصلبة الأخرى.
المعلمات الرئيسية ، الخصائص التقنية حسب النوع
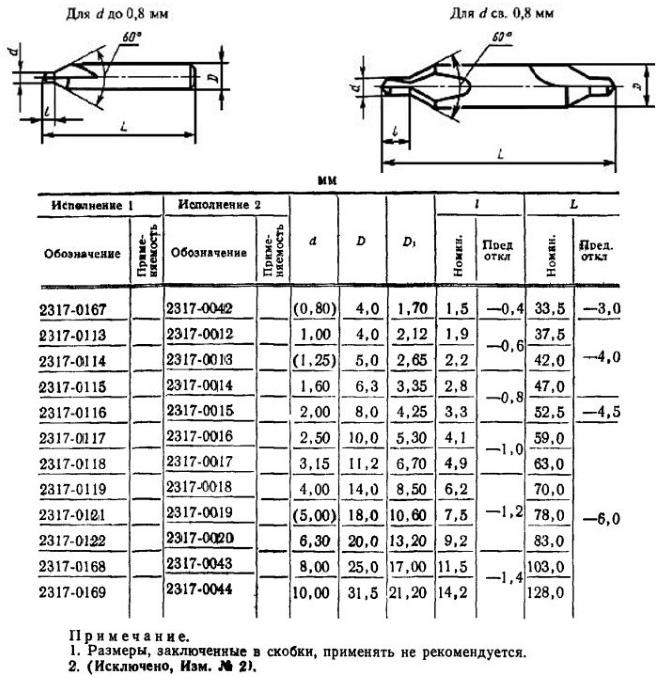
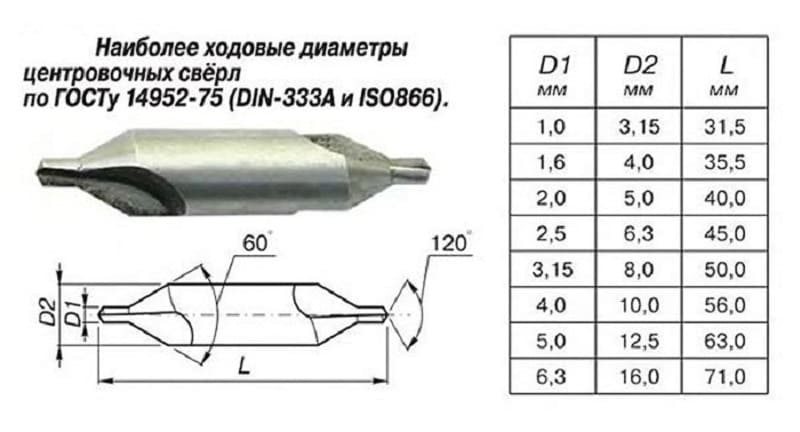
من المهم لكل من يختار تمرين مركزي أن يتعرف على وصفه التفصيلي ، لأن هذه أداة دقيقة للغاية يستخدمها المحترفون. يمكن العثور على المعايير العامة للتدريبات المركزية في GOST 14952-75 ، حيث يشار إلى قواعد وضع العلامات والأحجام القياسية ومتطلبات التدريبات.
يمكن العثور على المعايير العامة للتدريبات المركزية في GOST 14952-75 ، حيث يشار إلى قواعد وضع العلامات والأحجام القياسية ومتطلبات التدريبات.
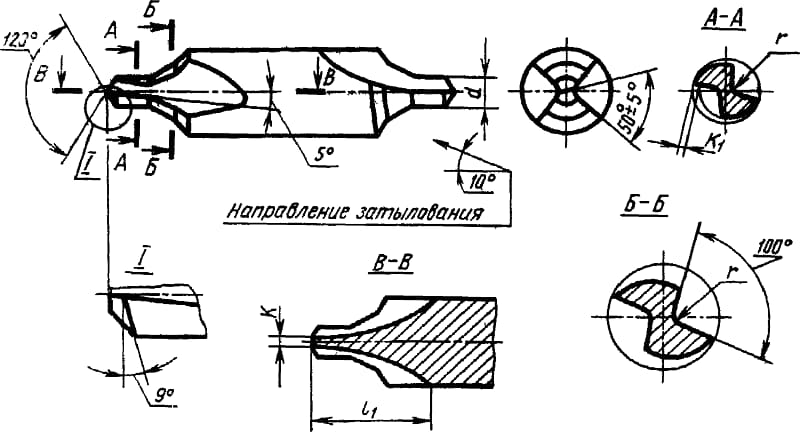
نوع مركز الحفر
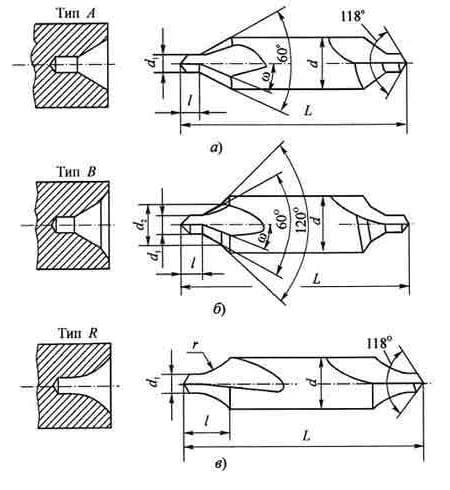
هناك أربعة أنواع رئيسية من هذا النوع من التدريبات:
- النوع أ - لإنشاء فتحات تمركز فيها زاوية الاستدقاق 60 درجة ، ولكن لا يوجد تفتق أمان.
- النوع ب - لإنشاء فتحات تمركز فيها زاوية الاستدقاق 60 درجة ، وهناك أيضًا استدقاق أمان بزاوية 120 درجة.
- النوع C - لإنشاء فتحات تمركز فيها زاوية الاستدقاق 75 درجة ، ولكن لا يوجد تفتق أمان.
- اكتب R - لإنشاء فتحات توسيط بسطح قوس.
يجب أن يكون حفر التمركز ، وفقًا لـ GOST 14952-75 ، بقطر عمل يتراوح من 0.5 إلى 10 ملم. في جميع الأنواع الأربعة المذكورة أعلاه ، هناك نسختان ، يعتمد اختيارهما على الخشونة المطلوبة لجدران الفتحات.
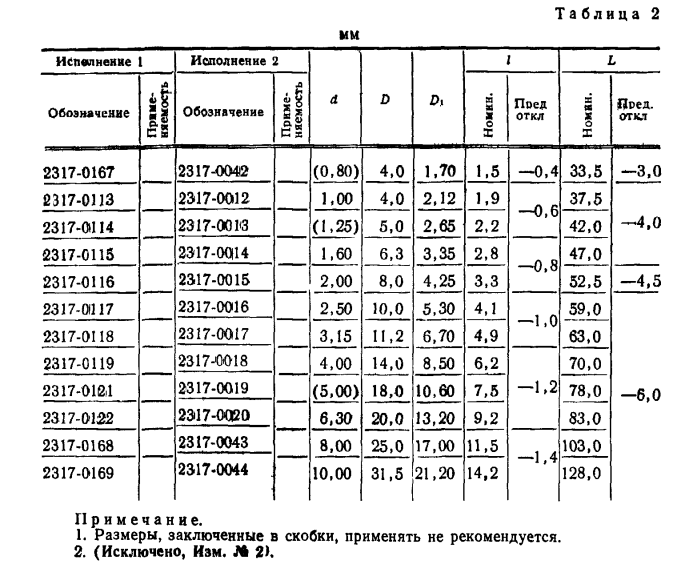
المواصفات الفنية
تختلف تدريبات المركز للمعادن ، بالإضافة إلى نوعها (A ، B ، C ، R) وقطر جزء العمل ، في عدد من المعلمات (تم وصفها في نفس GOST 14952-75). يمكن أن يكون تصميمها من جانب واحد ومن جانبين. عادة ما تكون مصنوعة من مواد مثل سبائك الصلب أو الكربون الصلب أو الفولاذ أو السبائك عالية السرعة. يتراوح الطول من 21 إلى 108 ملم ، وقطر الهبوط من 3.15 إلى 31.5 ملم ، وطول جزء العمل من هذا المثقاب من 1.0 إلى 9.2 ملم ، وتتراوح صلابة جزء العمل من 63 إلى 66 HRC.
اختيار مركز الحفر
لاحظ أنه عند اختيار الحفر المركزي ، يجب الانتباه إلى القطر. هناك اختلاف واحد كبير مع التدريبات "التقليدية".
يتم تحديد قطر المثقاب التقليدي بسمك ساقه ، وفي حالة المثقاب المركزي ، يتم تحديده بسمك حافة القطع للمثقاب.
الوسم والمعدن الذي صنع منه المثقاب المركزي
يتم تمييز تدريبات المركز أيضًا وفقًا لـ GOST 14952-75. كما ذكر أعلاه ، في تعيينهم لديهم الحرف (A أو B أو C أو R).









يفترض تمرين التمركز وفقًا لـ GOST 14952-75 وضع العلامات "A" و "B" إذا كان المقصود منه إنشاء ثقب بزاوية 60 درجة. يكمن الاختلاف هنا في وجود مخروط أمان (الحرف "B") أو عدم وجوده (الحرف "A"). يتم استخدام علامة "C" للمثاقب التي تصنع ثقوبًا بزاوية 75 درجة (لا يوجد مخروط أمان) ، والحرف R هو للمثاقب التي تصنع ثقوبًا بجدران على شكل قوس.
على سبيل المثال ، ضع في اعتبارك تمرين مركزي بقطر 1.0 مم.
إذا كان المثقاب من النوع "A" وتم إجراؤه في الإصدار الأول ، فسيتم تمييزه بعلامة 2317-0101 GOST 14952-75 ، وإذا كان في الإصدار الثاني ، فعندئذٍ 2317-0001 GOST 14952-75. هنا يشير "2317" إلى خصائص التصميم المحددة للحفر المطلوب لتشغيله ، و 0101 هو الرقم التسلسلي للحجم القياسي وفقًا لجداول المصنع.
يتم تمييز الأدوات التي تنتمي إلى المجموعة "B" بشكل مختلف (على وجه الخصوص ، إذا كانت مصنوعة في الإصدار الأول ، ثم "2317-0113" ، وإذا كانت في الثانية - "2317-00-12"). تم تعيين التدريبات من النوع "C" على أنها "2317-0124" (في الإصدار الأول) و "2317-0022" (في الإصدار الثاني) ، والمجموعة R كـ "2317-0027". دعونا نذكر مرة أخرى أن هذا كله صحيح إذا كان قطر الحفر 1 مم.

يفترض GOST 14952 75 أيضًا أن هذه الأدوات ستصنع من فولاذ الأداة P6M5 أو HSS التماثلية الأجنبية أو الفولاذ عالي السرعة P9. ومع ذلك ، قد لا تتم الإشارة إلى درجة الفولاذ في تعليم المثاقب المركزية.
اختيار المثاقب للمعادن حسب نوعها والغرض منها
عند اختيار مثقاب للمعادن ، ينظر السيد ، أولاً وقبل كل شيء ، إلى مظهره.
تدريبات تويست
النوع الأكثر شيوعًا. تم تصميم هذه المثاقب الرخيصة البسيطة للمكفوفين ومن خلال ثقوب بأقطار معينة. جزء العمل عبارة عن قضيب أسطواني بحافتي قطع. يتم استخدام الأخاديد لإخلاء الرقاقة.
الصورة رقم 1: المثاقب الملتوية للمعادن
تدريبات مخروطية
أجزاء العمل على شكل مخاريط. في الحياة اليومية ، نادراً ما تستخدم مثل هذه التدريبات للمعادن. هي الأنسب للآلات المتخصصة والمثاقب ثنائية اليد. بمساعدتهم ، يتم عمل ثقوب بأقطار من 6 إلى 60 ملم.
الصورة رقم 2: مثقاب مخروطي معدني
كيفية اختيار خطوة حفر للمعادن
التدريبات المعدنية ذات الخطوة المخروطية هي الأفضل لعمل ثقوب في الصفائح الرقيقة. هذه الأدوات تبدو هكذا.
الصورة رقم 3: خطوة حفر للمعادن
كما ترى ، ليست هناك حاجة لتغيير الأداة عند عمل ثقوب بأقطار مختلفة في الصفائح المعدنية الرقيقة.
تدريبات مركزية للمعادن
تم تصميم التدريبات المركزية للمعدن لعمل ثقوب مركزية في قطع العمل. إنها ضرورية لتثبيت المنتجات على مختلف الآلات الخاصة.









الصورة رقم 4: تدريبات مركزية للمعادن
تدريبات اليد اليسرى
تم تصميم المثاقب المعدنية لليد اليسرى خصيصًا لحفر البراغي والبراغي ذات الرؤوس المكسورة. لا يمكن القيام بذلك مع التدريبات التقليدية. سوف يلتف البرغي أو المسمار.
الصورة رقم 5: مثقاب اليد اليسرى للمعادن
التدريبات الأساسية للمعادن
تستخدم المثاقب الأساسية أو القواطع الحلقيّة لحفر ثقوب بأقطار كبيرة بسرعة (من 15 إلى 100 مم) في قطع العمل المعدنية. يعتمد مبدأ تشغيل هذه الأدوات على طحن التاج. تستهلك طاقة أقل من 4-12 مرة من المثاقب التقليدية.
الصورة رقم 6: التدريبات الأساسية ل فلز
تم تصميم هذه التدريبات للتثبيت على آلات الحفر والطحن والخراطة. للعمل اليدوي ، استخدم أدوات خاصة مع مشابك QuickIN Plus.
تدريبات مجمعة مسبقًا
تعتبر المثاقب المتنوعة عالية الجودة ممتازة لتصنيع الحديد الزهر والفولاذ الهيكلي والمطروقات الصلبة. بمساعدة هذه الأدوات ، يتم عمل ثقوب متدرجة ومتدرجة بأقطار كبيرة. تتكون التدريبات المثقبة من حاملات يتم إرفاق إدراجات قطع خماسية السطوح بأحجام مختلفة. لديهم أخاديد خاصة لإزالة الرقائق.
الصورة رقم 7: تدريبات الريش الجاهزة مع ملحقات
مثاقب كربيد صلب
تدريبات كربيد صلبة مصنوعة من مواد قوية جدًا. هناك الأنواع التالية من هذه الأدوات.
- المتجانسة.
- ملحومة.
- مع أطباق خاصة.
صورة رقم 8: مثاقب كربيد بإدخالات
يتم شراء هذه الأدوات لتصنيع قطع العمل المصنوعة من الفولاذ المقاوم للحرارة وسبائك التيتانيوم.
بعد ذلك ، سنخبرك بكيفية اختيار مثقاب ملتوي عالي الجودة للمعادن.









إرشادات لاختيار الحفر المركزي
لا توجد تدريبات مركزية عالمية. يجب اختيار تمرين التمركز بناءً على عدد من العوامل.
دعنا نذكرهم:
- أولاً ، من الضروري مراعاة المواد التي سيتم تنفيذ العمل بها ، بالإضافة إلى قطر وطول جزء العمل ، ومادة المثقاب ، والمستدقة ونوع فتحة التمركز.
- ثانيًا ، إذا كان مخططًا لتوسيط الجزء قبل حفره ، فيجب اختيار مثقاب التمركز بقطر أصغر من حجم الفتحة بعد الحفر النهائي. والعكس صحيح ، إذا كنت بحاجة إلى حفر برغي عالق بإحكام ، والذي لا يصلح لمفك البراغي ، فيجب اختيار المثقاب بنفس القطر (أو أكثر) من المسمار الذي يحتاج إلى الحفر.
- يستخدم الكثير من الناس التدريبات المركزية لحفر ثقوب الخيط. في هذه الحالة ، من الضروري تحديد قطر المثقاب بحيث يكون أقل من قطر الخيط. خلاف ذلك ، لن يكون من الممكن قطعه ببساطة.
- من الضروري أيضًا مراعاة متطلبات خشونة جدران الفتحات ، نظرًا لأن التدريبات المركزية متوفرة في نوعين.
معلمات اختيار الحفر وفقًا لـ GOST
بعد مراجعة GOST لإجراء تدريبات تتمحور حول الذات ، يصبح من الواضح أنك بحاجة إلى الانتباه إلى عدد من الخصائص ، مثل:
- مظهر خارجي. الأمر بسيط: يجب ألا يكون هناك أي خدوش أو خدوش أو أي عيوب ميكانيكية مرئية على الجهاز.
- صحة. نحن ننظر بعناية إلى هذا المؤشر ، لأنه يعتمد عليه ما ستكون عليه التفاوتات في قطر الثقوب المحفورة. على سبيل المثال ، إذا كان قطر منطقة عمل المثقاب المركزي أقل من 8 ملم ، فيجب ألا يتجاوز الانحراف 0.05 ملم.
- صلابة. إذا انحرفت هذه المعلمة ، فلن يستمر التمرين طويلاً. إذا كان منخفضًا ، فلن يكون المثقاب مستقرًا بدرجة كافية أثناء التشغيل ، وإذا كان مرتفعًا جدًا ، فسيكون المثقاب هشًا. يجب أن تكون الصلابة بين 63 و 66 HRC وفقًا لمقياس صلابة Rockwell.
- طول. هذه المعلمة مسؤولة عن أداء التدريبات. يجب تحديده بناءً على طول قطعة العمل.