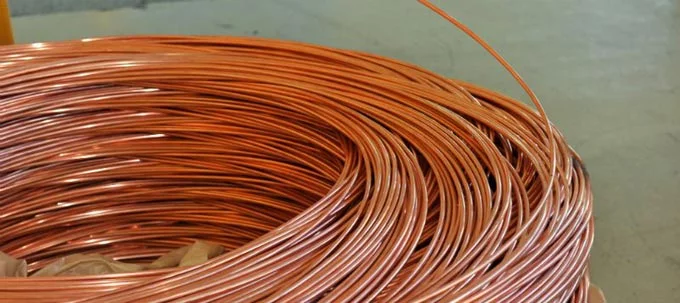
الأسلاك النحاسية المتاحة
| ماركة | قطر الدائرة | |
|---|---|---|
| سلك نحاسي مم | 8 ملم |
إيجابياتنا
توصيل مجاني إلى مراكز التسوق التجارية
خصائص الأسلاك النحاسية
يتمتع النحاس بموصلية كهربائية عالية ، وهو رقم قياسي تقريبًا بين المعادن غير الحديدية (باستثناء الفضة ، ولكن استخدامه غير مربح). الموصلية النوعية للكهرباء عند درجة حرارة 20 * C 55.5 - 58.0 MSm / m5 (في نظام SI هو 55،500،000 - 58،000،000 S / m - Siemens لكل متر). نظرًا لمرونته ، فإن النحاس على شكل سلك لا ينكسر ، حتى لو كان مثنيًا عدة مرات. تحدد هذه الخصائص ، جنبًا إلى جنب مع المتانة ، شعبية استخدام الأسلاك لتصنيع لفائف المحولات ومكبرات الصوت والكابلات وغيرها من المنتجات.
النحاس أغلى من الألومنيوم ، ولكنه مطلوب أقل ، لأن المساحة المحددة لتوصيل التيار أقل.
الأسلاك النحاسية مطلوبة ليس فقط في الصناعة الكهربائية ، ولكن بشكل متزايد في التصميم والفنون التطبيقية وإنتاج المجوهرات. نحن نقدم التعاون لجميع فئات العملاء ، وخاصة مصنعي المعدات والمكونات الكهربائية ، الذين تعتبر الخصائص التالية مهمة بالنسبة لهم.
ميزات الإنتاج و GOST للأسلاك النحاسية
لتصنيع الأسلاك ، وكذلك الإطارات النحاسية ، يتم استخدام المعدن النقي M0 والنسخة الخالية من الأكسجين من M0b في حالات مختلفة. يمكن أن يكون سمك السلك الكهربائي 0.5 مم كحد أدنى و 12.5 مم كحد أقصى وفقًا لـ GOST ، والعرض يصل إلى 35 مم ، ولكن من الممكن تصنيعه بناءً على طلب فردي. اعتمادًا على حالة المعدن ، يتم تقديم الأسلاك النحاسية:
- MT - الحالة الصلبة
- مم - ناعم
- MTB - نحاس صلب خالٍ من الأكسجين ؛
- IMB - نحاس ناعم وخالي من الأكسجين.
يعتمد مؤشر المقاومة على صلابة النحاس ، لكن كمية الأكسجين في التركيبة غير ذات أهمية بالنسبة لهذا المؤشر. ظهر المعدن الخالي من الأكسجين مؤخرًا في السوق الروسية ، وتكمن ميزته في زيادة ليونة.
نحن ننتج أيضًا أسلاكًا لمينا MTE و MME ، والتي تستخدم في اللفات. تتوافق المنتجات مع GOST 434-78.
لماذا نحن؟
جودة
في الإنتاج ، نستخدم فقط المواد الخام عالية الجودة من الكاثود من الشركات المصنعة المعتمدة ، وتتوافق إدارة الجودة مع معيار ISO 9001-2008.
ميزتنا الرئيسية هي أقصر مهل
أحد الاتجاهات الجديدة للتطوير هو إنتاج الأجزاء الجاهزة وفقًا لرسوماتك. هذا يسمح لك بتقليل التكاليف بشكل كبير. وقت الإنتاج القياسي هو أسبوعين. من الممكن تصنيع طلبات عاجلة تصل إلى 3 أيام.
تصنيع وتوريد اسلاك نحاسية مستطيلة
نحن ننتج الأسلاك النحاسية الكهربائية في مصنع التعدين الخاص بنا. يتم استخدام قضيب النحاس كقالب فارغ ، والذي يتم تمريره من خلال لفات أو قالب. يتم تعبئة المنتجات النهائية في ملفات وبكرات ، ويمكن أيضًا توفيرها في عبوات من 3 إلى 6 أمتار بأطوال. نقوم بعمليات التسليم بالجملة الكبيرة والصغيرة ، وسعر الأسلاك النحاسية في NTCM يتوافق مع متوسط السوق. لمناقشة شروط التسليم ، نقترح الاتصال بنا عبر الهاتف.
تقديم طلبك
الرسم بالأسلاك
للإنتاج في المصانع ، يتم استخدام تقنية صب خاصة ، مما يجعل من الممكن الحصول على سلك نحاسي بقطر مقطع عرضي يبلغ حوالي 20-30 ملم. هذا المؤشر مرتفع جدًا ، نظرًا لأن مثل هذا السلك السميك له عيوب كثيرة - جاذبية محددة عالية ، ومقاومة عالية للمادة ، وما إلى ذلك.
لذلك ، يستخدم الرسم أيضًا بعد الصب. تتيح هذه التقنية تقليل قطر المنتج إلى المعلمات المطلوبة (من 1-2 ميكرومتر مع رسم متناهي الصغر إلى 10 ملم مع رسم تقريبي).تقنية الرسم نفسها بسيطة للغاية: يتم تمرير سلك سميك عبر ثقوب خاصة (يموت) ، قطرها أقل من قطر السلك الأصلي.
تقنية
للرسم ، يلزم وجود آلات رسم خاصة ، بالإضافة إلى الالتزام بترتيب معين من الإجراءات.
- يجب حفر السلك الأصلي مباشرة قبل الرسم. لهذا ، عادة ما يتم استخدام محلول حمض الهيدروكلوريك ، والذي يتم تسخينه إلى درجات حرارة منخفضة (40-50 درجة مئوية). بعد الحفر ، يوصى أيضًا بصلب قطعة العمل المعدنية - وهذا سيجعل المعدن دقيق الحبيبات ، مما سيسمح برسم أفضل. بعد التلدين ، من الضروري تحييد حمض التخليل المتبقي وشطفه. يمكن أن يؤدي التخليل والتلدين إلى زيادة العمر الافتراضي لآلات الرسم بشكل كبير - إذا لم يتم ذلك ، فسوف تسد ثقوب السحب بسرعة بالمقياس ، مما يؤدي إلى إبطاء عملية الإنتاج.
- الآن يمكنك البدء في الرسم مباشرة. للقيام بذلك ، يتم شحذ أطراف السلك الأصلي بأدوات تزوير ، ثم يتم إدخال السلك في فتحات خاصة. بعد ذلك ، يتم تشغيل محرك آلة الرسم. للحصول على سلك رفيع أو رفيع للغاية من مقطع عرضي صغير ، يتم تمريره على التوالي من خلال عدة قوالب.
- في المرحلة الأخيرة من المعالجة ، يصبح السلك صلبًا ونابضًا. للتخلص من هذا العيب ، يتم التلدين النهائي للمادة في الجزء الأخير من آلة السحب. في النهاية ، يتم التجفيف في مقصورات خزانات خاصة - بعد ذلك يتم لف الملفات. اكتمل الرسم - يمكن الآن وضع مكبات الأسلاك في المستودع ، وتسليمها إلى العميل عن طريق البر.
التشغيل الآلي
إجراء الرسم شبه مؤتمت - يقوم المشغل فقط بإعداد السلك الأولي وربطه ، وتقوم الآلة نفسها بالرسم بنفسها في الوضع التلقائي (على الرغم من أن المشغل يمكنه التحكم في معلمات الإجراء باستخدام لوحة التحكم).
في بعض الحالات ، يمكن استخدام مواد تشحيم خاصة قبل الرسم - يمكن أن تكون زيوتًا دهنية ، ومستحلبات مثبطة ، ومحاليل من الأملاح القلوية ، وما إلى ذلك. الغرض من تطبيق مادة التشحيم هو تقليل الاحتكاك أثناء السحب - وهذا يسمح بسلك أرق وأكثر اتساقًا + من خلال تطبيق مادة التشحيم ، يتم تقليل خطر التمزق.
الوظائف ذات الصلة عبر الفئات
- الأسلاك النحاسية من اللفحة المتأخرة - وقاية موثوقة من المرض
- قضيب نحاسي - مطيل ودائم
- وزن أسلاك الفولاذ والنحاس والألمنيوم - الجداول والصيغ الحسابية
- الألواح النحاسية هي منتج ملفوف شائع وخاصة
- درجات النحاس - ميزات الإنتاج والخصائص الأساسية!
- سلك اللحام شبه الأوتوماتيكي - اختيار أداة العمل المناسبة
- سلك لحام من الفولاذ المقاوم للصدأ - للدرزات المقاومة للتآكل
- كيف تختار وكم سلك الحياكة يجب أن يؤخذ لربط التجهيزات؟
- النحاس وسبائكه الأساسية
- تطبيق سلك ذو قلب متدفق للجهاز شبه الأوتوماتيكي
تطبيق
يستخدم الأسلاك النحاسية على نطاق واسع في إنتاج الأجزاء الكهربائية والتركيبات الزخرفية. بمساعدتها ، يتم تشكيل أزواج الاتصال في مجموعة متنوعة من التركيبات التكنولوجية. لكن هناك حاجة أيضًا إلى الأسلاك النحاسية في المرشحات المستخدمة في صناعة تكرير النفط.

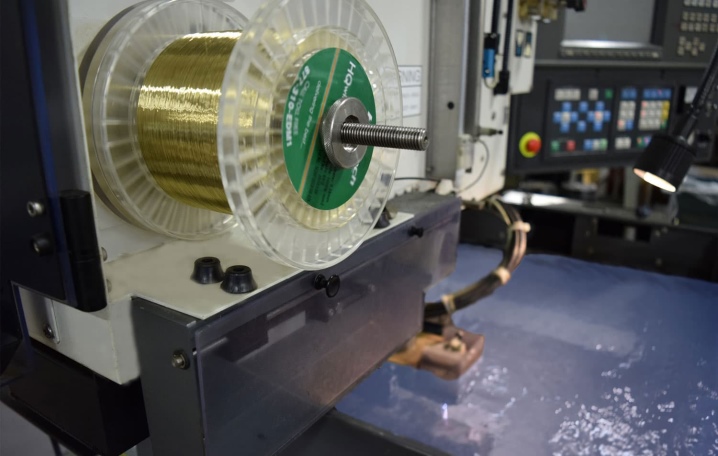
يتم استخدام الإصدار الأساسي من هذا المنتج بشكل فعال في آلات EDM في عملية قطع الأسلاك بدقة عالية.
لكن استخدام الأسلاك النحاسية لا ينتهي عند هذا الحد. غالبًا ما يستخدم كأساس لمرشحات خاصة في صناعة المواد الغذائية. تُستخدم هذه الفراغات أيضًا لإنتاج شباك شبكية دقيقة وأجزاء وآليات مختلفة لصناعة الأحذية. يمكن العثور على لفات النحاس في قلب المحولات. أيضًا ، يتم استخدام خيط من هذه المادة في:
- غربلة المواد المكسرة
- استلام أقلام وفرش نافورة ؛
- صنع المجوهرات.

ومع ذلك ، فإن المنتج الأكثر شعبية كان ولا يزال هو المادة المضافة سلك لحام... في بعض الأحيان ، يوفر تطبيقه فقط جودة جيدة للدرز الملحوم. يختلف سلك اللحام للحام شبه التلقائي أو اليدوي أو الأوتوماتيكي بالكامل ، لكن شيئًا واحدًا لم يتغير - فهو في الواقع يستبدل الأقطاب الكهربائية.

تعتمد الخواص الفيزيائية والكيميائية للحام النهائي على درجة السبيكة المستخدمة وعلى صحة تطبيقها. يحث المحترفون على عدم الخلط بين السلك الذي يحل محل الأقطاب الكهربائية والسلك الذي يدخل في إنتاجهم.
يمكنك مشاهدة نظرة عامة مفصلة عن أنواع الأسلاك للإبداع في الفيديو التالي.
سلك М1
يعتبر سلك M1 من أعلى مستويات الجودة والأغلى. نقاوة سبائك النحاس المستخدمة في إنتاجها 99.9٪. التركيب: النحاس - 99.9٪ ، الشوائب (مثل Pb ، Fe ، Ni ، S ، As ، Sb ، Bi ، Sn) - لا تزيد عن 0.1٪. وفقًا للخصائص الفيزيائية ، يحدث ذلك: صلب (M1T) ، ناعم (M1M). أنواع أخرى من الأسلاك M1: أكسجين منزوع الأكسجين (M1P) ، خالي من الأكسجين (M1B) ، فسفور منزوع الأكسجين (M1F) ، كاثود (M1K).
يختلف سلك M1 عن المنتجات الطويلة الأخرى (M2 ، M3) في خصائص الأداء المتزايدة ، بسبب الحد الأدنى من محتوى الشوائب في المادة. لديها موصلية حرارية وكهربائية جيدة. ينحني جيدًا مع الحفاظ على خصائص القوة. مظهر جميل.
غالبًا ما يستخدم هذا السلك في مجالات مثل الطائرات وبناء السفن وهندسة الطاقة. إنهم ينتجون الأسلاك والكابلات والمزدوجات الحرارية والأسلاك ومعدات التبريد عالية التقنية.
المعلمات المميزة
النحاس المعلب لديه ليونة عالية ، خصائص تصنيع ممتازة. هذه هي المادة المستخدمة في الهندسة الكهربائية لتصنيع النوى الموصلة للكابلات النحاسية والضفائر للمنتجات العسكرية والمدنية.
دعنا نحاول معرفة الفرق بين النحاس المعلب وغير المعلب. الخيار الأول محمي بشكل أكبر من التأثيرات الخارجية ، حيث أن السلك مغطى بطبقة من القصدير. يحمي هذا المعدن الخيط المعدني من أي نوع من التآكل ، مما يمنح المادة قوة شد متزايدة. لا ينكسر النحاس المعلب عند الثني.
1 الأسلاك النحاسية - الغرض و GOST
يتم إنتاج الأسلاك النحاسية بمقاطع عرضية مختلفة (دائرية ومستطيلة). اعتمادًا على الغرض الفني ، يتم تصنيعه وفقًا لمعايير GOST ذات الصلة. للأغراض الكهربائية ، يتم إنتاج الأسلاك النحاسية من مقطع عرضي دائري من الدرجات التالية:
- لينة (مم) ؛
- صلب (MT) ؛
- لخطوط الاتصال الهوائية (MC) ؛
- من النحاس الخالي من الأكسجين:
- صلبة (مليون دينار) ؛
- لينة (MMB).
يتم تنظيم تصنيع هذا السلك بواسطة GOST 2112-79. يتم إنتاج المنتجات المستديرة الخاضعة للطلاء اللاحق وفقًا لـ OST 16.0.505.008-73 ، والذي ينظم المتطلبات المتزايدة لجودة الأسلاك مقارنةً بـ GOST 2112-79. يخضع السلك الكهربائي المعلب لـ GOST 16931-71 ، الذي ينظم طريقة تحديد جودة الطلاء المصنوع من الرصاص أو القصدير.

يتم تصنيع منتجات النحاس الكهروتقنية ذات المقطع العرضي المستطيل وفقًا لـ GOST 434-78 من الدرجات التالية:
- لينة (PMM) ؛
- صلبة (PMT).
بدءًا من مولدات توربينات محطات الطاقة وخطوط الطاقة وموصلات الكابلات لإمداد الطاقة والاتصالات والمحركات الكهربائية والمحولات المختلفة والآلات (الأجهزة) الكهربائية الأخرى وتنتهي بأسلاك المنزل والأجهزة المنزلية والراديو والمعدات الإلكترونية ، فضلاً عن المكونات من هذه الأجهزة (الدوائر الدقيقة ، الرقائق الدقيقة ، إلخ).
يتم إنتاج الأسلاك النحاسية أيضًا لأغراض أخرى. يتم اللحام وفقًا لـ GOST 16130-90. بالنسبة لمقاييس الحرارة الكهروحرارية التي تقيس درجات الحرارة من -200 إلى +100 Co ، يتم إنتاج سلك كهربائي حراري وفقًا لـ GOST 22666-77 من النحاس ، الذي يتوافق تركيبه الكيميائي مع GOST 859-78.ينظم GOST 4752-79 و GOST R 53405-2009 تصنيع الأسلاك النحاسية للكسارة ، والتي يتم من خلالها تصنيع أعمدة الكسارة للأجهزة التي تحمل الاسم نفسه ، والتي تقيس أقصى ضغط في الأسطوانات وبراميل الأسلحة النارية وما إلى ذلك. تستخدم الأسلاك النحاسية أيضًا: لتصنيع المسامير والمسامير والإكسسوارات ؛ في البناء والهندسة الميكانيكية والطباعة وصناعة الفراغ الخفيفة والكهربائية. في جميع الحالات ، يتم تنظيم إنتاجها من قبل GOST ذات الصلة.
الخصائص الأساسية للأسلاك النحاسية
تُستخدم درجات النحاس النقي عادةً لإنشاء الأسلاك - M3 و M2 و M1 و M0 وما فوق (أي تلك الدرجات التي يكون فيها محتوى النحاس أكثر من 99٪).
يتم الإنتاج بطريقة المصنع ، ويتم استخدام خامات مختلفة أو مواد قابلة لإعادة التدوير كمواد خام. حسب الهيكل ، هناك نوعان رئيسيان من الأسلاك - لينة وصلبة. Soft مناسب للاحتياجات الهندسية والتطبيقية ، وغالبًا ما يستخدم الصلب للأغراض الزخرفية.
الخصائص
- مقاومة مادية منخفضة (قيمة P 0.0175). بفضل هذا ، يمر التيار الكهربائي بسهولة عبر المعدن ، ولا يسخن الموصل.
- كثافة عالية جدًا من الأسلاك النحاسية (حوالي 9 جم لكل 1 سم مكعب). وبسبب هذا ، فإن المادة خفيفة الوزن وكثيفة الهيكل.
- مقاومة للتآكل. بفضل هذا ، فإن المادة لا تصدأ أو تتدهور أثناء التخزين.
من أين تحصل على الأسلاك النحاسية في المنزل؟ السلك جزء من المحركات الكهربائية ومحولات الطاقة. لذلك ، يمكن العثور عليها في أي جهاز كهربائي - أجهزة التلفزيون ، ومجففات الشعر ، والمكاوي ، والمكانس الكهربائية ، وما إلى ذلك.
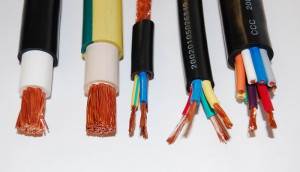
أيضًا ، غالبًا ما يتم استخدام الأسلاك النحاسية كموصل للتيار الكهربائي ، لذلك يمكن العثور عليها في الأسلاك والكابلات.
يرجى ملاحظة أن الكابلات النحاسية مغطاة عادةً بغلاف واقي خاص يصعب إزالته يدويًا. بينما في المحولات والمحركات الكهربائية ، يكون الملف في حالة نظيفة (العزل في هذه الحالة غير مطلوب لأسباب فنية)

طرق التحكم
3 1 يتم فحص سطح السلك والقضبان بدون استخدام أجهزة مكبرة. يتم إجراء مراقبة جودة السطح باحتمالية معينة تبلغ 97.5٪ (مستوى القبول للعيوب هو 2.5٪)
3 2 يتم تحديد أبعاد الأسلاك والقضبان وفقًا لـ GOST 26877 مع ميكرومتر وفقًا لـ GOST 6507 أو الأجهزة الأخرى التي تضمن الدقة المطلوبة ، وفي حالة الاختلاف ، يتم تحديد الأبعاد وفقًا لـ GOST 6507.)
3 3 تم تحديد انحناء القضبان وفقًا لـ GOST 26877
3 4 لتحليل التركيب الكيميائي لكل ملف محدد (ملف ، أسطوانة ، قلب) ، يتم قطع الشريط عينة واحدة. يتم أخذ العينات وتحضير العينات لتحديد التركيب الكيميائي وفقًا لـ GOST 24231
يتم تحديد التركيب الكيميائي للأسلاك والقضبان وفقًا لـ GOST 13938 1 - GOST 13938 12 ، GOST 13938 13 ، GOST 1652 1 - GOST 1652 13 ، GOST 1953 1 - GOST 1953 15 ، GOST 6689 1 - GOST
6689 22 ، GOST 9716 1 - GOST 9716 3 ، GOST 23859 0 - GOST 23859 11 ، GOST 25086 أو طرق أخرى تضمن الدقة المطلوبة في التحديد
إذا نشأت خلافات في تقييم التركيب الكيميائي للأسلاك والقضبان ، يتم إجراء التحليل وفقًا لـ GOST 13938 1 - GOST 13938 12 ، GOST 13938 13 ، GOST 1652 1 - GOST 1652 13 ، GOST 1953 1 - GOST 1953 15 ، GOST 6689 1 - GOST 6689 23 ، GOST
9716 1 - GOST 9716 3 ، GOST 23859 0 - GOST 23859 11 ، GOST
25086
3 5 لاختبار الشد ، يتم قطع عينتين من كل ملف محدد (ملف ، أسطوانة ، قلب) يتم إجراء أخذ العينات لاختبار الشد وفقًا لـ GOST 10446
3 6 يتم أخذ العينات لاختبار الانحناء من كلا طرفي كل ملف مضبوط (ملف ، أسطوانة ، قلب) أو من قسمين على مسافة لا تقل عن 5 أمتار عن بعضهما البعض.حول مغزل بنصف قطر يساوي القطر من البار
3 8 للتحقق من وجود كسر في القضيب ، يتم قطع طرفي القضيب من أحد الجانبين أو كلاهما ، وبعد ذلك يتم كسره. يتم تصنيع الأسلاك والقضبان النحاسية وفقًا لـ GOST 2060
3 10 يتم فحص جودة اللف عن طريق الفحص البصري.
4. النقل والتخزين
4 1 وسم النقل - وفقًا لـ GOST 14192
4 2 يتم نقل الأسلاك والقضبان بجميع أنواع النقل في مركبات مغطاة وفقًا لقواعد نقل البضائع السارية لهذا النوع من النقل ، بالسكك الحديدية - الشحنات الصغيرة أو ذات الحمولة المنخفضة
4 3 يجب تخزين الأسلاك والقضبان بالداخل على رفوف أو منصات نقالة ويجب حمايتها من التلف الميكانيكي والتعرض للرطوبة والمواد الكيميائية النشطة
في حالة مراعاة شروط التخزين المحددة ، لا تتغير خصائص المستهلك للأسلاك والقضبان أثناء التخزين.
ملحق 1 يوصى به
حساب القسم
المقطع العرضي للسلك النحاسي هو المنطقة التي يوجد بها الموصل في المقطع العرضي. تتأثر القيمة بالحمل المسموح به على المدى الطويل والقوة الحالية.

أسهل طريقة لحساب المقطع العرضي هي استخدام البيانات الموجودة في الجداول ، مع مراعاة ظروف التشغيل والحد الأقصى الحالي. سيتطلب ذلك مؤشرين آخرين - الطاقة الإجمالية للمستهلكين الكهربائيين (kW أو W) والجهد (V). الأول يشار إليه في أوراق البيانات الفنية أو في حالات الأجهزة ، والثاني لشقق المدينة 220 فولت.

علاوة على ذلك ، في جداول خاصة ، تم العثور على قيم الطاقة التي تم الحصول عليها ومقارنتها بقطر الموصل. تذكر أن تحتفظ بهامش صغير من القطر في الحسابات. بعد كل شيء ، عندما يتم توصيل جهاز جديد ، سيزداد الحمل.

ماركات الأسلاك
تحتوي علامة السلك على تعليمات حول تصميم المواد. إذا كان الحرف "A" غير موجود في التسمية ، فإن المنتج مصنوع من النحاس. العلامات التجارية الأكثر شهرة هي:




PBPP (PUNP) - اختصار يشير إلى الأسلاك المنزلية والصناعية المسطحة. يصل حجم هذا المنتج إلى 6 ملم مربع مع عزل PVC. تعمل في نطاق من -15 درجة إلى +50 درجة. مناسب لتركيب أنظمة الإضاءة.


PPV عبارة عن سلك مسطح بطبقة عازلة من مركب PVC. يمكن أن يكون عدد النوى من 2 إلى 3 قطع ، في حين أن المقطع العرضي هو 0.75-6 ملم مربع. يعمل بجهد تيار متردد أو تيار مستمر يبلغ 450 فولت و 1000 فولت على التوالي. ظروف درجة حرارة التشغيل من -50 درجة إلى +70 درجة. وجد التطبيق في تركيب انظمة الانارة وخطوط الكهرباء.

PVA هو موصل مجدول مقاوم للحرارة ومقاوم للاهتراء مع عزل PVC ملون. يتراوح المقطع العرضي من 0.75 ملم مربع إلى 16 ملم مربع. معلمات الشبكة - الجهد 380 فولت ، التردد 50 هرتز. يتم استخدامه لتركيب المنافذ ، وإنتاج أسلاك التمديد.

ما يؤثر على مقاومة الأسلاك النحاسية
تعتمد المقاومة الكهربائية للكابل النحاسي على عدة عوامل:
- المقاومة النوعية؛
- مناطق مقطعية الأسلاك.
- طول السلك؛
- درجة الحرارة في الخارج.
يمكن إهمال النقطة الأخيرة في ظروف استخدام الكابلات المحلية. يحدث تغيير ملحوظ في الممانعة عند درجات حرارة أعلى من 100 درجة مئوية.
 الاعتماد على المقاومة
الاعتماد على المقاومة
يتم الإشارة إلى المقاومة في نظام SI بالحرف ρ. يتم تعريفها على أنها قيمة مقاومة موصل له مقطع عرضي يبلغ 1 م 2 وطوله 1 م ، مقاسة بالأوم ∙ م 2. هذا البعد غير مريح في الحسابات الكهربائية ، لذلك فإن وحدة القياس هي أوم ∙ مم 2.
الأهمية! هذه المعلمة هي سمة من سمات مادة - النحاس. لا تعتمد على الشكل أو مساحة المقطع العرضي
نقاوة النحاس ووجود الشوائب وطريقة صنع السلك ودرجة حرارة الموصل من العوامل التي تؤثر على المقاومة.
يتم وصف اعتماد المعلمة على درجة الحرارة بالصيغة التالية: ρt = ρ20. هنا ρ20 هي مقاومة النحاس عند 20 درجة مئوية ، α هو معامل تم العثور عليه تجريبياً ، من 0 درجة مئوية إلى 100 درجة مئوية للنحاس بقيمة 0.004 درجة مئوية -1 ، تي هي درجة حرارة الموصل.
يوجد أدناه جدول قيم ρ لمعادن مختلفة عند 20 درجة مئوية.
 جدول المقاومة
جدول المقاومة
وفقًا للجدول ، يتمتع النحاس بمقاومة منخفضة ، أقل بالنسبة للفضة فقط. هذا يؤدي إلى توصيل معدني جيد.
كلما كان السلك أكثر سمكًا ، قلت مقاومته. يُطلق على اعتماد R للموصل على المقطع العرضي "التناسب العكسي".
الأهمية! مع زيادة المساحة المستعرضة للكابل ، يصبح من السهل على الإلكترونات المرور عبر الشبكة البلورية. لذلك ، مع زيادة الحمل وزيادة كثافة التيار ، يجب زيادة مساحة المقطع العرضي
تؤدي زيادة طول الكابل النحاسي إلى زيادة مقاومته. الممانعة تتناسب طرديا مع طول السلك. كلما زاد طول الموصل ، زاد عدد الذرات التي تلتقي في مسار الإلكترونات الحرة.
 الاستنتاجات
الاستنتاجات
العنصر الأخير الذي يؤثر على مقاومة النحاس هو درجة حرارة الوسط. كلما زاد ارتفاعها ، زادت سعة الحركة التي تتمتع بها ذرات الشبكة البلورية. وبالتالي ، فإنها تخلق عقبة إضافية أمام الإلكترونات المشاركة في الحركة الموجهة.
الأهمية! إذا خفضت درجة الحرارة إلى الصفر المطلق ، والتي تبلغ قيمتها 0 درجة كلفن أو -273 درجة مئوية ، فسيتم ملاحظة التأثير المعاكس - ظاهرة الموصلية الفائقة. في هذه الحالة ، المادة لها مقاومة صفرية
 ارتباط درجة الحرارة
ارتباط درجة الحرارة
الأحكام الأساسية لـ GOST
يتم تحديد الخصائص والكميات الفيزيائية الرئيسية في شكل المعلمات التقنية والتركيب الكيميائي وطرق الاختبار والأبعاد الهندسية بواسطة GOST R-53803-2010. يتم إنتاج جميع قضبان الأسلاك النحاسية بعد عام 2010 في روسيا وفقًا لـ GOST.
يحدد المعيار أحجام المقطع العرضي الاسمية المعتمدة اليوم في روسيا. وهي عبارة عن قضبان من الأسلاك والنحاس بسمك 8 إلى 23 مم. يمكن أن تكون التفاوتات في السلك من 8 إلى 14 مم في حدود 0.4 مم ، وللشريط ذي المقطع العرضي من 15 إلى 23 مم - 0.6 مم.
تقسم المعايير الحالية قضبان الأسلاك النحاسية إلى أنواع ، ويعني الوسم طريقة صنعها. تحدد الطرق نقاء المعدن الذي يعتمد عليه سعره بشكل مباشر. لذلك ، فإن علامة Kmb تعني قضيب سلك خالٍ من الأكسجين. ولكنه يحتوي أيضًا على سلالات Moo بنسبة 99.99٪ من النحاس ، و M1 - 99.9٪ ، و M4 - 99.0٪ ، حيث تشير الأرقام إلى محتوى النحاس في المائة. ينتمي Moo إلى درجات التحليل الكهربائي الكاثودية ، الخالية تمامًا من الأكسجين والتي تتميز بأعلى موصلية كهربائية مع أقل مقاومة ممكنة. وتكلفة الكيلوغرام الواحد من هذا النحاس هي الأعلى. لكن علامة KMor تشير إلى أن قضيب النحاس هذا مصنوع من النفايات المكررة وخردة النحاس ، أي أن هناك أنواعًا مختلفة من النحاس في مثل هذا القضيب.
فك العلامات
الحرف "M" قبل مؤشر نقاء المعدن يعني ببساطة "النحاس". اثنان من "الأصفار" (00) - درجة نقاء عالية. صفر واحد (0) نقي. مع الأرقام 1،2،3 - نظيف من الناحية الفنية. عادةً ما يكون العنصر الأخير في العلامات هو فهرس أبجدي ، بمعنى الطريقة التي تم بها صب المعدن: K - cathodic. ص - الكاثود المعاد صهره. يُشار إلى النحاس الخالي من الأكسجين بالحرف B ، والنحاس منزوع الأكسجين - P ، ويتم تمييزه عن طريق إدخال الفوسفور في المصهور في العلامة ، على التوالي ، الحرف F.
بشكل عام ، يتم إنتاج حوالي 20 درجة من هذا المعدن في روسيا ، وهي مخصصة للاستخدام في مختلف الصناعات.
يحتل قضيب النحاس بعلامة KM موقعًا وسيطًا بين هذه الدرجات.
يسمح GOST المعتمد في 2010 بتصنيع قضبان الأسلاك النحاسية ذات الأحجام الاسمية الأخرى ، إذا كان هذا هو طلب العميل.
هناك أيضًا قائمة بالعناصر الكيميائية التي تنظمها GOST بدقة وفقًا لقيمها الحدية في تكوين النحاس للصناعة. هذه هي البزموت والزرنيخ والكبريت والأنتيمون والرصاص والتيلوريوم والسيلينيوم والفضة والحديد والأكسجين. يجب ألا يتجاوز نصيبهم في الكتلة الإجمالية لسبائك النحاس أو قضبان الأسلاك قيمة من 0.001 إلى 0.005٪. معظم الأضرار التي تلحق بنوعية النحاس ناتجة عن محتوى البزموت والرصاص ، لأن هذه المواد تجعل النحاس هشًا حتى مع تسخين طفيف. لذلك ، يجب ألا تتجاوز النسبة المئوية الكتلية لهذه العناصر 0.001٪. يحسن وجود الكبريت والأكسجين في النحاس من قدرته على الاستسلام لعملية القطع ، لكن الكبريت في نفس الوقت يضعف ليونة هذا المعدن.
لا يتم تنظيم محتوى مواد مثل الفوسفور والكوبالت والسيليكون والنيكل والمنغنيز والكروم والقصدير والزنك والألمنيوم بواسطة GOST.
قد تكون هناك خدوش وعلامات وحفر وخدوش على سطح السلك المسحوب ، ولكن إذا كانت أبعادها لا تتجاوز 0.2 مم ، فإن المادة مناسبة لموافقة الإنتاج. يتم إجراء استثناء فقط للتقنيات عالية الدقة.
متطلبات المنتج
ولكن في بعض الحالات ، يتم طرح متطلبات إضافية:
بالنسبة للمنتجات النهائية ، يتم توفير اختبارات التواء وفك البراغي.
- يجب أن يتحمل السلك ذو المقطع العرضي 16 مم أو أكثر 3 دورات ملتوية وغير ملتوية. مع قسم من 13 إلى 16 مم - 5 دورات. وبقسم من 8 إلى 13-10.
- يجب أن تكون استطالة قضيب السلك عند الكسر 35٪ على الأقل.
- يجب التعبير عن قيمة المقاومة المؤقتة بالميجا باسكال بعدد 160 على الأقل.
يمكن إجراء اختبارات إضافية بناءً على إصرار العميل (العميل). لذلك ، يمكن أن تكون اختبارات لهشاشة الهيدروجين لدرجات KMB والاستطالة اللولبية - قد يكون مثل هذا الاختبار مطلوبًا لدرجات KM و KMor.
على الرغم من أن فئة "خردة النحاس" يمكن أن تندرج أيضًا في نحاس مكيف تمامًا وعالي الجودة. يمكن أن يحدث هذا عندما:
- تم تجاوز نسبة أكسدة المعدن في الخليج بطريقة القياس التي تزن 0.01.
- وجود عيوب ميكانيكية على شكل تمزقات وشقوق وخدوش إذا لم يستطع التنظيف القضاء على هذه العيوب.
- تجاوز العمر الافتراضي لملف من قضبان الأسلاك لأكثر من 3 أشهر (بعد انتهاء هذه الفترة ، يلزم إجراء فحص شامل لجميع معلمات الملف ، وإذا كان أحدها على الأقل لا يتوافق ، فحتى النحاس المكرر مع يمكن التعرف على نقاء بنسبة 99.99٪ على أنها خردة). لذلك ، يتم دائمًا تصنيع درجات النحاس الإلكتروليتي بالكاثود عالي النقاء لعميل معين وفي حالة الدفع المسبق بنسبة 100٪ فقط ، مع تحذير بشأن العواقب المحتملة لعدم تسليم قضيب السلك المطلوب في الوقت المحدد.
قبول
2.1. يتم قبول الأسلاك والقضبان على دفعات. يجب أن تتكون الدُفعة من أسلاك أو قضبان من سبيكة من نفس الدرجة ، وحالة واحدة للمادة ، وقطر واحد ، ومُصاغة بمستند جودة واحد يحتوي على:
العلامة التجارية أو الاسم والعلامة التجارية للشركة المصنعة ؛
التعيين التقليدي للأسلاك أو القضبان ؛ رقم الدفعة؛
الوزن الصافي للأسلاك أو القضبان ؛
نتائج الاختبار (بناء على طلب المستهلك).
يجب ألا تزيد كتلة الدُفعة عن 2000 كجم.
2.2. للتحكم في جودة السطح وأبعاد الأسلاك والقضبان ، يتم أخذ الملفات (الملفات ، الأسطوانات ، النوى) أو القضبان من الدفعة بطريقة موضوعية أكبر وفقًا لـ GOST 18321. تتوافق خطط التحكم مع GOST 18242. العدد عدد الملفات التي يتم التحكم فيها (ملفات ، براميل ، قلب) من الأسلاك والقضبان يتم تحديدها وفقًا للجدول 7.
الجدول 7
|
عدد الملفات (لفائف ، براميل ، قلب) ، قضبان دفعة واحدة |
كمية ملفات التحكم (لفائف ، براميل ، قلب) ، قضبان |
رقم الرفض |
|
2-8 |
2 |
1 |
|
9-15 |
3 |
1 |
|
16-25 |
5 |
1 |
|
26-50 |
8 |
2 |
|
51-90 |
13 |
2 |
|
91-150 |
20 |
3 |
|
151-280 |
32 |
3 |
|
281-500 |
50 |
4 |
|
501-1200 |
80 |
6 |
|
1201-3200 |
125 |
8 |
تعتبر الدفعة مناسبة إذا كان عدد الملفات (الملفات ، الأسطوانات ، النوى) ، القضبان ذات نتائج القياس التي لا تفي بمتطلبات الجدولين 1 و 2 ، ص. 1.3.1.4 ، 1.3.2.2 ، أقل من رقم الرفض الوارد في الجدول 7.
يسمح للشركة المصنعة ، عند تلقي نتائج غير مرضية ، بالتحكم في كل ملف (ملف ، أسطوانة ، قلب) ، شريط.
يُسمح للشركة المصنعة بالتحكم في جودة السطح وأبعاد الأسلاك والقضبان أثناء عملية الإنتاج.
2.3 للتحقق من انحناء القضبان ، يتم أخذ ثلاث حزم من الدُفعة.
2 4 للتحقق من التركيب الكيميائي للسلك ، خذ ملفين (بكرات ، براميل ، قلب) ، وقضبان - شريطين من الدُفعة
يسمح في المصنع بتحديد التركيب الكيميائي للعينات المأخوذة من المعدن المنصهر
2 5 للتحقق من المقاومة النهائية وعدد انحناءات السلك ، خذ ثلاث ملفات (ملفات ، براميل ، نوى) من الدُفعة
2 6 لاختبار قضبان الانحناء والكسر ، خذ قضيبين من الدفعة
2 7 للتحقق من وجود ضغوط سطح شد متبقية ، يتم أخذ ملفين (ملفات ، براميل ، قلب) أو قضيبين من الدفعة ، ويتم إجراء الفحص بشكل دوري بناءً على طلب المستهلك.
2 8 عند استلام نتائج اختبار غير مرضية لواحد على الأقل من المؤشرات ، بالإضافة إلى حجم وجودة السطح ، يتم إجراء اختبار متكرر عليه على عينة مزدوجة مأخوذة من نفس الدفعة
تنطبق نتائج إعادة الاختبار على المجموعة بأكملها