AC أو DC
لحام التيار المتردد والتيار المستمر له خصائصه الخاصة.
المزايا الرئيسية للجهد الثابت: توفير في مستهلكات اللحام بسبب انخفاض ترشيشها ؛ الراحة وسهولة العمل المنجز ؛ التماس عالي الجودة أداء لحام عالي عدم وجود مناطق غير مختبرة. العيب هو التكلفة العالية للمعدات القادرة على توصيل التيار المباشر. مزيد من التفاصيل هنا.
المزايا الرئيسية للتيار المتردد هي: الخفة والسعر المعقول للمعدات التي تعمل أثناء فترات الراحة ؛ سهولة اللحام ضمان اتصال الجودة. العيوب الرئيسية: استقرار أقل للقوس. كمية كبيرة من الرش يساهم في استهلاك كبير للمواد. التفاصيل هنا.

يمكن لحام الفولاذ المقاوم للتآكل بعدة طرق. ومع ذلك ، في أغلب الأحيان ، يتم استخدام طريقتين للربط في لحام الفولاذ المقاوم للصدأ:
- اللحام اليدوي مع الأقطاب الكهربائية المطلية.
- لحام التنغستن الكهربائي المحمي بالغاز.
اعتمادًا على طريقة اللحام ، يتم استخدام نوع مختلف من الجهد ، وبالتالي يتم استخدام أقطاب كهربائية مناسبة للتيار المتردد أو التيار المستمر.
أقطاب التيار الكهربائي المباشر من الفولاذ المقاوم للصدأ
للبدء ، يجب على السيد أن يقرر أي الأقطاب الكهربائية يمكن استخدامها لطهي الفولاذ المقاوم للصدأ. تضمن المواد الاستهلاكية المطلية الجودة المثلى للمفاصل دون أي مشاكل. يتم إجراء اللحام اليدوي ، كقاعدة عامة ، بجهد ثابت للقطبية العكسية. لذلك ، يتم استخدام العلامات التجارية التالية من الأقطاب الكهربائية غير القابل للصدأ: TsL-11 هي واحدة من أشهر العلامات التجارية بين عمال اللحام ؛ يستخدم على الفولاذ الذي يحتوي على نسبة عالية من الكروم والنيكل. يتميز اللحام المودع باستخدام هذه المواد الاستهلاكية بالعديد من المزايا: القوة ؛ بلاستيك؛ صحة؛ مستوى عالٍ من قوة التأثير ؛ لا تناثر.
TsL-11 هي واحدة من أشهر العلامات التجارية بين عمال اللحام ؛ يستخدم على الفولاذ الذي يحتوي على نسبة عالية من الكروم والنيكل. يتميز اللحام المودع باستخدام هذه المواد الاستهلاكية بالعديد من المزايا: القوة ؛ بلاستيك؛ صحة؛ مستوى عالٍ من قوة التأثير ؛ لا تناثر.
تم تصميم أقطاب OZL-8 لهياكل اللحام التي سيتم تشغيلها في درجات حرارة عالية - تصل إلى 1000 درجة مئوية. في الوقت نفسه ، تتشابه مزايا هذه العلامة التجارية في كثير من النواحي مع TsL-11.
يتم استخدام NZh-13 بنجاح في لحام الأجزاء الفولاذية للطعام. المواد الاستهلاكية لهذه العلامة التجارية ملحومة بشكل مثالي سبائك تحتوي على الكروم والنيكل والموليبدينوم. السمة المميزة الرئيسية لهذه الأقطاب الكهربائية هي تكوين طبقة رقيقة من قشرة الخبث ، والتي تنفصل تلقائيًا.

أقطاب NII-48G.
فيما يلي قائمة ببعض الأقطاب الكهربائية الأكثر شيوعًا من الفولاذ المقاوم للصدأ:
تم تصميم ZIO-8 للفولاذ المقاوم للتآكل المقاوم للحرارة.
تستخدم أقطاب NII-48G للعمل مع الهياكل الحرجة.
يعتبر OZL-17U مناسبًا للعمل في الفولاذ المقاوم للصدأ في البيئات التي توجد بها أحماض الكبريتيك أو الفوسفوريك.
في القسم المقابل ، يتم تقديم بقية العلامات التجارية لأقطاب لحام الفولاذ المقاوم للصدأ.
أقطاب التيار المتردد للفولاذ المقاوم للصدأ
ليس كل فناني الأداء لديهم معدات جهد ثابت. بسبب ما يطرح السؤال: هل من الممكن طهي الفولاذ المقاوم للصدأ بالتيار المتردد؟
هناك مثل هذه الأقطاب الكهربائية ، على سبيل المثال ، هذه هي العلامات التجارية OZL-14 و LEZ-8 و TsT-50 و EA-400 و OZL-14A و N-48 و ANV-36 وغيرها.
يمكن أيضًا إجراء اللحام بأقطاب التنغستن (في الصورة) في بيئة غازية بتيار متناوب للقطبية المباشرة. يتم استخدام طريقة الاتصال هذه في الحالات التالية:
- لحام المنتجات رقيقة الجدران ؛
- زيادة متطلبات اللحام.
ستساعد هذه المعلومات المؤدي في أي مستوى على تحديد الأقطاب الكهربائية المستخدمة في لحام الفولاذ المقاوم للصدأ مع التيار المتردد في حل مشكلات معينة.
في الختام ، تجدر الإشارة إلى أن أقطاب الفولاذ المقاوم للصدأ AC أقل طلبًا. هذه الحقيقة ترجع إلى انخفاض شعبية الجهد المتناوب مقارنة بالجهد المباشر.
للثابت مجموعة واسعة من المزايا ويستخدمه المحترفون في كثير من الأحيان.
معدات اللحام وخلائط الغاز اللازمة
الطرق الأكثر شيوعًا لسبائك اللحام من الألومنيوم والنحاس والحديد الزهر والفولاذ المقاوم للصدأ هي طريقة قوس الأرجون (TIG) وطرق شبه الأوتوماتيكية (MIG). تسمح كلتا الطريقتين باستخدام بيئة واقية من الغاز الخامل ، مما يزيد من قوة التماس. الفرق هو أن مخطط اللحام TIG يتضمن تغذية الأسلاك اليدوية في القوس ويتم تنفيذ العمل باستخدام قطب كهربائي تنجستن حراري. باستخدام طريقة MIG ، يتم تغذية سلك اللحام للآلات شبه الأوتوماتيكية ميكانيكيًا في منطقة الذوبان ، والتي تعمل كقطب كهربائي.

وتجدر الإشارة إلى أن الأجهزة شبه الأوتوماتيكية أغلى ثمناً ، لكنها توفر مستوى أعلى من الراحة وجودة العمل. تسمح لك الدائرة الكهربائية المدمجة ببدء تشغيل جهاز التحكم في سرعة تغذية الأسلاك لآلة اللحام شبه التلقائي ، مما يجعل من الممكن العمل بمعدلات مختلفة. بالنسبة للحام بهذه الطريقة ، تحتاج إلى تحديد مجموعة من المعدات ، والتي قد لا يتم تضمينها في توريد العاكس ويتم شراؤها جزئيًا بشكل منفصل. يتضمن المكونات التالية:
- جهاز من النوع العاكس MIG / MAG مزود بوحدة توصيل خرطوم غاز وموصل من النوع الأوروبي ودائرة تغذية سلك من نوع اللحام ؛
- شعلة مع نصائح لأقطار الأسلاك المختلفة ، فوهة لتزويد الغاز وزر التحكم ؛
- خرطوم أوروبي لتزويد خليط الغاز وممر الأسلاك ؛
- أسطوانات غاز للخليط ، مزودة بمقاييس ضغط ومخفض ؛
- خرطوم لتزويد الغاز من الاسطوانات إلى العاكس ، وكذلك الغازات نفسها والملف مع السلك المقابل.
تحتوي آلة اللحام ، كقاعدة عامة ، على دائرة مدمجة لتأخير آلية حركة قطب السلك بالنسبة لتزويد غاز التدريع بمنطقة التماس ، مما يمنع أكسدة قطع العمل.
بالنسبة لتكوين الغاز ، عادة ما يستخدم الأرجون في شكل نقي أو في خليط مع الهيليوم أو ثاني أكسيد الكربون أو المركبات النشطة. من أجل تقليل التكاليف ، يتم خلط غاز خامل باهظ الثمن بنسبة 75٪ -80٪ أرجون مع 20٪ -25٪ ثاني أكسيد الكربون. من الممكن أيضًا الجمع بين الهيليوم والأرجون بنسب مختلفة ويُسمح بطهي بعض المواد باستخدام ثاني أكسيد الكربون فقط ، لكن جودة اللحام تتدهور.
في الحالات الصعبة ، عند اختيار خليط غازي ، من الضروري استشارة متخصص ودراسة المواد المرجعية ، لأن تركيب المعدن أو السبيكة قد يتطلب حلًا غامضًا.

لحام الأجزاء غير القابل للصدأ بجهاز نصف آلي
يتطلب لحام المعادن غير القابل للصدأ مقاربة خاصة لنظافة الحواف الملتصقة وتحضيرها للعمل. عند العمل بالمعدن السميك ، من الضروري إزالة الحواف بزاوية 45 درجة إلى 60 درجة ، وتنظيف الوصلات بمطحنة زاوية. بالإضافة إلى ذلك ، بمساعدة المذيبات ، من الضروري تقليل مكان اللحام ، ويجب تثبيت الأجزاء بفجوة 1.5 مم لضمان الاختراق الأكثر اكتمالا من خلال سماكة المعدن بالكامل. بعد ذلك ، من الضروري ضبط إمداد الغاز الخامل أو خليط الغاز ، مع مراعاة سمك قطع العمل.
يتم إجراء الإعدادات المسبقة للجهاز شبه التلقائي بناءً على النسب التالية ، وهي:
- بسمك معدني أقل من 1 مم ، استخدم سلكًا من 0.6-0.8 مم بمعدل تغذية يبلغ 150 م / ساعة ومعدل تدفق غاز يبلغ 6-7 لتر / دقيقة ؛
- يتم لحام المعدن بسمك 1.5 مم بسلك قطره 0.8-1 مم بسرعة تتراوح من 150 إلى 200 م / ساعة وإمداد غاز التدريع من 6-8 لتر / دقيقة ؛
- يتم توصيل الفولاذ المقاوم للصدأ 2 مم بمنتجات بقطر 1-1.2 مم ، وسرعة 200-250 م / ساعة ، ومعدل تدفق الغاز من 7 إلى 9 لتر / دقيقة ؛
- بالنسبة للفولاذ المقاوم للصدأ 3 مم ، استخدم سلكًا من 1.2-1.4 مم ، بسرعة 250-300 م / ساعة وبإمداد غاز من 9 إلى 11 لتر / دقيقة ؛
- للأجزاء التي يزيد سمكها عن 4 مم ، يلزم وجود سلك يبلغ 1.4-1.6 مم عند التحرك فوق 300 م / ساعة ، ويتم توفير الغاز بمعدل تدفق يزيد عن 11 لترًا / دقيقة.
يعتمد جهد القوس على طوله ويتم ضبطه من 19 فولت إلى 30 فولت مع اختيار تجريبي ، بالإضافة إلى التمسك بالقطب الكهربي. في عدد من محولات MIG / MAG المتطورة ، يوجد وضع تعديل الحث ، والذي يحدد عمق الاختراق وعرض اللحام.
الإعدادات المسبقة استشارية بطبيعتها ويتم اختيارها بشكل فردي اعتمادًا على تركيبة المعدن ونوع السلك وخليط الغاز وسرعة اللحام.
بعد اختيار سلك اللحام بجهاز شبه آلي ، مطبق على مادة قطع العمل ، من الضروري وضع الأسطوانة على العمود وإدخال السلك في وحدة التغذية. ثم اضبط سرعة السفر ، والتي ترتبط عادةً بقوة تيار اللحام ، فكلما زادت السرعة ، زادت القيمة المطبقة. المرحلة الأخيرة من التحضير للعمل هي ضبط معلمات خليط الغاز وضبط الجهد والحث.
من المهم اتباع التعليمات الخاصة باستخدام العاكس شبه التلقائي واتباع قواعد السلامة الخاصة باللحام.
الفروق الدقيقة في التطبيق
اليوم ، تم تطوير العديد من طرق اللحام بناءً على مبادئ مختلفة. لكن القول بأن إحدى الطرق أفضل للقول هو أمر صعب. كل واحد منهم لديه إيجابيات وسلبيات. لكن في بعض الأحيان يتضح أنه من المنطقي استخدام نوع واحد فقط من اللحام. أحد هذه الأنواع هو اللحام بالبودرة أو الأسلاك المغلفة بالصهر.

عملية تطبيق سلك الحشو
في الواقع ، هذا السلك عبارة عن أنبوب به تدفق ومسحوق معدني بداخله.
هناك مثل هذه المتطلبات لمواد هذه الفئة ، على سبيل المثال ، لا ينبغي أن يؤدي استخدامها إلى حدوث مشاكل أثناء الاشتعال وتتبع القوس. يجب أن يذوب السلك بشكل متساوٍ دون إحداث الكثير من الشرر حول حوض اللحام. يتم توزيع الخبث الناتج بالتساوي على كامل سطح التماس ، وعندما يبرد ، يجب فصله بسهولة.
يجب أن يفي التماس بجميع متطلبات المستندات التنظيمية ويجب ألا يكون هناك عيوب فيه - تقويضات ونقص الاختراق والمسام والشقوق. تحدد هذه الخصائص إمكانية استخدام سلك ذو قلب متدفق للعمل. وفي الوقت نفسه ، لتحديد بعض خصائص سلك اللحام ، من الضروري إجراء لحام تجريبي. للقيام بذلك ، يجب أن تأخذ أسطوانة ولحامها على لوحة معدنية. يجب إجراء اللحام بالتساوي ، في أدنى موضع لأداة العمل. يتم قبول الأنماط المتوسطة كأوضاع لحام للمعدن الملحوم. بعد إجراء مثل هذه التجارب ، سيتضح متى وتحت أي ظروف يكون من المنطقي استخدام مثل هذا السلك.

مخطط اللحام عند استخدام سلك الحشو
أقطاب لحام الفولاذ المقاوم للصدأ 12X18H10T
12Х18Н10Т هو الفولاذ المقاوم للصدأ الأوستنيتي. هذا النوع من الفولاذ المقاوم للصدأ هو الأكثر شيوعًا ، ويستخدم في العديد من الصناعات: الغذائية والكيميائية والصيدلانية. في كثير من الأحيان ، يتم إنتاج الأجهزة والأوعية الملحومة وأنابيب خطوط الأنابيب من هذا النوع من الفولاذ.

أقطاب TsL-9 في حزمة.
ما يلي هو المعلومات التي يمكنك من خلالها تحديد الأقطاب الكهربائية لطهي الفولاذ المقاوم للصدأ 12x18n10t.
العلامة التجارية الأكثر شعبية هي TsL-9. يمكن إجراء اللحام في جميع المواقع المكانية.
تتمتع الأقطاب الكهربائية OK 61.30 بالعديد من المزايا: تشكيل جيد للحام ؛ اشتعال سهل الفصل الذاتي للخبث.
يتم استخدام مستهلكات اللحام NZh-13 في الحالات التي يتم فيها فرض متطلبات عالية لمقاومة ICC على المعدن المترسب.
OZL-14 - المواد الاستهلاكية المستخدمة عندما لا يتم فرض متطلبات صارمة على معدن اللحام مقابل IWC.
أنواع مختلفة من الأسلاك للفولاذ المقاوم للصدأ 12x18n10t
لحام أجزاء الفولاذ المقاوم للصدأ ، من الضروري استخدام لحام بقوس الأرجون ومواد مضافة مصنوعة من نفس المادة. يمكن أن يكون لها خصائص مختلفة ، والتي قد تكون مناسبة لحالات أخرى. يتم إنتاج المنتجات الطويلة من فولاذ 12 × 18N10T. يجب أن تفي مادة الحشو من هذه الدرجة بمتطلبات GOST 18143-72.
لقد وجد سلك حشو اللحام تطبيقه في بناء الآلات والصناعات الغذائية ، في مواقع البناء ، إلخ. فهو لا يتمتع بمقاومة عالية للتآكل فحسب ، بل يتميز أيضًا بمقاومته لتأثيرات البيئات العدوانية كيميائيًا. يحتوي على كمية كافية من الكروم الذي يحميه من الصدأ.
بالنسبة للحام ، يتم استخدام المنتجات المصنوعة باستخدام تقنية السحب على البارد. لها سعر منخفض إلى حد ما وفي الوقت نفسه ، تحتفظ هذه المعالجة بجميع خصائصها. يضمن هذا السلك جودة التماس عند معالجة أي مادة.
سلك غير قابل للصدأ 12X18H10T
لذلك ، غالبًا ما يتم تجميع أنظمة الإمداد بالمياه من تركيبات خطوط الأنابيب المصنوعة من هذه الدرجة الفولاذية. عند التجميع والإصلاح ، من الأفضل استخدام مادة مضافة لحام بدرجة 12X18H10T.
هذه الدرجة الفولاذية متوفرة في عدة إصدارات. تستخدم تقنيات الدرفلة على الساخن أو البارد في إنتاجها. إنها تجعل من الممكن الحصول على منتج بقطر يتراوح من 0.2 إلى 6 مم. عند استخدام هذه العلامة التجارية من الأسلاك ، يجب أن يؤخذ في الاعتبار أنه يمكن تغيير بعض معلماته بناءً على القطر.
يعد لحام أجزاء الفولاذ المقاوم للصدأ عملية تكنولوجية معقدة وإذا انتهكت قواعدها ، يمكن أن تكون النتيجة عددًا كبيرًا من المنتجات دون المستوى المطلوب. لتجنب ذلك ، من الضروري إجراء الاختيار الصحيح لمواد الأسلاك. الأسلاك المصنوعة من الصلب 12X18H10T هي منتج محدد وقد لا تكون مناسبة لمعظم أنواع سبائك الصلب. القاعدة الرئيسية لاختيار مادة اللحام هي هوية التركيب الكيميائي. يعتبر السلك المصنوع من هذا السلك جيدًا لأن الصناعة تنتج مجموعة واسعة من المنتجات ، وكقاعدة عامة ، لا توجد مشاكل في الاختيار. بالمناسبة ، عند اللحام ، قد تكون هناك حاجة إلى التسخين المسبق والتبريد السلس. يتم إجراء التسخين باستخدام موقد غاز.
سلك الحشو وخصائصه
السلك منتج معدني له مقطع عرضي صغير. علاوة على ذلك ، فهي صغيرة جدًا بحيث لا يضاهى حجمها بطولها. لإنتاج الأسلاك ، يتم استخدام أنواع مختلفة من المعادن - سواء الحديدية أو غير الحديدية أو غير القابل للصدأ.

سلك بقلب متدفق
فئة منفصلة من المنتجات هي اللحام. يتم استخدامه في اللحام الأوتوماتيكي وشبه الأوتوماتيكي. يتم استخدامه لصنع الأقطاب الكهربائية والقضبان وغيرها من المنتجات المستخدمة في اللحام اليدوي والأوتوماتيكي للأجزاء.
في الواقع ، إنها تحل محل الأقطاب الكهربائية المستخدمة في اللحام. من خلاله ، يتم توفير الكهرباء إلى منطقة اللحام ، وهو أمر ضروري لإشعال القوس والحفاظ عليه. بالإضافة إلى ذلك ، يشارك السلك في تشكيل اللحامات ويوفر معلماتها الفيزيائية والميكانيكية.
لإنتاج الأسلاك المستخدمة في اللحام ، يتم استخدام أنواع مختلفة من المعدن. في هذه الحالة ، قد يتغير نطاق استخدام السلك النهائي. على سبيل المثال ، يمكن استخدام الألومنيوم في إنتاج أسلاك اللحام. يمكن استخدامه للعمل مع السبائك القائمة على المغنيسيوم والألمنيوم وعدد آخر. إذا كان السلك مصنوعًا من الفولاذ المقاوم للصدأ ، فإنه يتم استخدامه عند لحام الأجزاء المصنوعة من الفولاذ المقاوم للتآكل.
في بناء السفن ، غالبًا ما يتم استخدام الأسلاك ذات القلب المتدفق. بالإضافة إلى ذلك ، يوجد سلك مطلي بالنحاس. يستلزم استخدامه الحصول على طبقات عالية الجودة.منذ وقت ليس ببعيد ، تم استخدام الأسلاك دون أي طلاء على الإطلاق.

سلك حشو مطلي بالنحاس
عند اختيار سلك لحام ، يجب أن تتذكر دائمًا أن هناك عدة أنواع من المنتجات المماثلة في السوق. إنها تختلف عن بعضها البعض ليس فقط في التركيب الكيميائي ، ولكن أيضًا في التركيب ، في كمية مكونات السبائك.
يجب اختيار السلك بناءً على العلامات الموضوعة على سطحه أو عبوته. تخبر العلامات المستهلك عن المعلمات المادية والتقنية للسلك ونطاق تطبيقه.
على سبيل المثال ، في GOST 2246-70 ، هذا مستند يوحد المواصفات الفنية لأسلاك اللحام الفولاذية. لذلك ، ينص على أنه من أجل إنتاج مادة اللحام هذه ، يجوز استخدام الفولاذ منخفض الكربون (Sv-08AA ، Sv-08GA) المخلوط (Sv-08KhN2GMYu ، Sv-08KhN2G2SMU) والسبائك عالية السبائك (Sv-10Kh16N25AM6 ، SV-09Kh16N25M6AF).
بالإضافة إلى ذلك ، يتم تقسيم سلك اللحام إلى الذي يتم استخدامه لإجراء اللحام والآخر الذي يتم إنتاج الأقطاب الكهربائية منه. يمكن تصنيعها بطلاء نحاسي أو بدونه. يجب مناقشة جميع التفاصيل الدقيقة المتعلقة بقطر ودرجة سبيكة الفولاذ ووجود الطلاء عند تقديم الطلب.
مزايا
يمكن تصنيف أسلاك الحشو على أنها محمية ذاتيًا ومغطاة بالغاز. يمكن توفير حماية السلك بأنواع مختلفة من الغازات. يتيح استخدام أسلاك اللحام الحصول على:
- بسبب التدفق الحراري العالي ، يشكل القطب مساحة ضيقة من الحركة الحرارية على المعدن.
- التأثير اللازم على معدن اللحام المتشكل عن طريق تغيير تركيبة الغاز ودرجة السلك.
- إنتاجية عمالة عالية أثناء اللحام.
سلك محفور ذاتي التدفق
يوفر استخدام أسلاك اللحام فرصًا كبيرة لميكنة العمل.
تتمثل إحدى المزايا الواضحة في أنه نظرًا لاستخدام الأسلاك في اللحام بالقوس الكهربائي ، هناك انخفاض في الوقت الرئيسي والمساعد لأداء العمل ، ونتيجة لذلك ، يتم تقليل التكاليف العامة وتقليل تكلفة المنتجات النهائية.

سلك حشو مع سطح مصقول
هناك نوعان من أسلاك الحشو - مصقول ومطلي بالنحاس. ولحالة سطح السلك تأثير كبير على جودة القوس ، والتماس الناتج ، وعدد قطرات المعدن المنصهر ، وبالطبع على موثوقية معدات اللحام.
التركيب الكيميائي لسلك اللحام للفولاذ المقاوم للصدأ 12X18H10T
يتم تحديد خصائص المنتج من خلال تكوينه. تشمل هذه العلامة التجارية العناصر الكيميائية التالية:
| عنصر كيميائي | المحتوى في التكوين ،٪ |
| كربون | 0,11 |
| السيليكون | 0,8 |
| المنغنيز | 2 |
| نيكل | 10 |
| الكروم | 18 |
| التيتانيوم | 1 |
| حديد | الأساس |
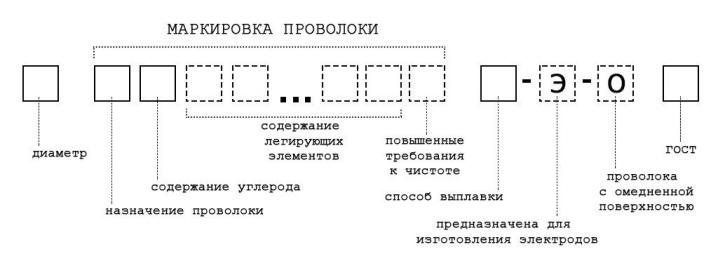
التسمية
سلك اللحام للفولاذ المقاوم للصدأ 12X18H10T له نطاق واسع إلى حد ما ومتوفر بالأقطار التالية:
- 6;
- 5;
- 4;
- 3;
- 2,5;
- 2;
- 1,6;
- 1,5;
- 1,4;
- 1,2;
- 1;
- 0,8;
- 0,7;
- 0,6;
- 0,5;
- 0,45;
- 0,4;
- 0,3;
- 0,25;
- 0,2.
مواصفات العلامة التجارية
يمكن أن يغير سلك لحام الفولاذ المقاوم للصدأ 12X18H10T خصائصه ، اعتمادًا على القطر. هذه انحرافات طفيفة يجب أن تؤخذ في الاعتبار عند اختيار مادة للعمل. يبدو جدول الخصائص كما يلي:
|
درجة الأسلاك |
قطر مادة الحشو ، مم | المدرفلة على الساخن | المدرفلة على البارد | ||
|
قوة الشد المؤقتة ، N / مم 2 |
استطالة ،٪ بطول عينة 0.1 م. |
||||
| فئة 1 | الصف الثاني | ||||
|
12-18-10Т |
0,2-1 |
590-880 | 25 | 20 | 1130-1470 |
|
1,1-3 |
540-830 |
||||
| 3,1-7,5 |
1080-1420 |
ميزات الاختيار
يعتبر لحام منتجات الفولاذ المقاوم للصدأ عملية صعبة للغاية ، ويمكن أن تؤدي إلى الكثير من الخردة. لتجنب ذلك ، من الضروري تحديد تركيبة المادة بدقة شديدة. سلك اللحام لفولاذ اللحام 12X18H10T هو منتج محدد غير مناسب لجميع أنواع سبائك الصلب. بعد كل شيء ، فإن القاعدة الرئيسية للاختيار هي هوية التكوين. سيكون الخيار الأكثر ملاءمة هنا هو لحام أنابيب الفولاذ المقاوم للصدأ من نفس الدرجة.تجدر الإشارة إلى أنه عند اختيار مادة حشو في الإنتاج ، حيث لا يزال من الممكن تغيير جميع المكونات ، يتم عمل كل شيء من أجل الراحة ، حيث يمكنك تغيير تركيبة المعدن الأساسي بحيث يكون من الملائم توصيله بهذا السلك ، و عمليا لا توجد مشاكل في اختيار مواد اللحام الأخرى ... في القطاع الخاص ، يبدو الوضع مختلفًا نوعًا ما ، نظرًا لوجود مواد تستخدم بشكل أساسي للإصلاحات ويتطلب الأمر اختيارًا دقيقًا. بعد دراسة تركيبة المعدن الأساسي وسلك الحشو ، يمكنك تحديد الاختيار بدقة.
العلامة التجارية الأسلاك مريحة لأنها تحتوي على مجموعة واسعة من المنتجات. لا توجد مشاكل في اختيار السماكة المطلوبة. حتى في تلك اللحظات التي لا يُسمح فيها بالانتشار الكبير والخطأ ، عندما يتعلق الأمر بأحجام صغيرة ، تكون خطوة القطر هنا 0.1-0.2 مم. كل هذا يجعل من الممكن الحصول على وصلة لحام عالية الجودة دون مشاكل في حرق المعدن الأساسي. بطبيعة الحال ، ليس لدى الجميع الفرصة للحصول على الصف بأكمله ، لذلك ، عند الاختيار ، من المفيد أن يتم إرشادك بحيث يتزامن سمك المعدن الأساسي مع حجم قطر السلك.
فك
يحتوي تعليم الأسلاك على معلومات حول تلك العناصر التي تحدد الخصائص الأساسية للمادة ويتضح أن محتواها حاسم. في هذه الحالة يكون الوضع كما يلي:
- 12 - محتوى الكربون 0.12٪ ؛
- X18 - محتوى الكروم 18٪ ؛
- Н10 - محتوى النيكل 10٪ ؛
- تي - محتوى التيتانيوم حوالي 1٪.
ميزات اللحام
من أجل أن يكون الاتصال بأعلى جودة ، وخلال العملية نفسها ظهر أقل عدد من المشكلات ، يجب عليك الالتزام بأوضاع الاتصال الدقيقة:
|
سمك السلك ، مم |
نوع من |
القوة الحالية ، أ |
| اللحام اليدوي | ||
| 1 2 3 | معدن ذو حواف |
35-60 65-120 100-140 |
| 1 2 3 | موضع بعقب معدني |
40-70 75-120 120-160 |
| اللحام الأوتوماتيكي | ||
| 1 2,5 4 | موقف بعقب |
60-120 110-200 130-250 |
| 1 2 4 | موقف بعقب مع مادة مضافة |
80-140 140-240 200-280 |
لحام الصف 12X18H10T الصلب
أقطاب كهربائية
غالبًا ما تكون الأقطاب الكهربائية 12x18n10t عبارة عن قضبان مصنوعة من معدن عالي السبائك بطبقة أساسية تحتوي أيضًا على مكونات صناعة السبائك. يشبه تكوين هذه الأقطاب الكهربائية من نواح كثيرة تكوين الفولاذ المقاوم للصدأ نفسه. لذلك ، فإن اللحامات ذات جودة كافية ودائمة. لكن هذه ليست الميزة الرئيسية.
لا يمكن استكمال الاختيار الصحيح للأقطاب الكهربائية فحسب ، بل أيضًا تغيير التركيب الكيميائي للمعدن المودع بشكل طفيف. لا تنس أنه عند الذوبان ، يمتزج القطب مع المعدن الأساسي في حوض اللحام ، لذلك من الممكن تغيير تركيبة اللحام.

لذلك ، يجب اختيار أقطاب لحام الفولاذ المقاوم للصدأ بعناية خاصة. في الواقع ، بمساعدتهم ، يمكنك تغيير الخصائص التشغيلية للحام بشكل كبير
التدفقات
بضع كلمات عن التدفقات. كما أنها تستخدم في لحام الفولاذ المقاوم للصدأ. تدفقات الفلوريد الأكثر استخدامًا. يجب استخدامها مع أسلاك حشو عالية السبائك. في رأينا ، التدفق الأمثل لفولاذ اللحام من النوع 12x18n10t هو ANF-5. إنه لا يحمي حوض اللحام من الأكسدة جيدًا فحسب ، بل يحمي أيضًا معدن اللحام. لأنه يحتوي أيضًا على مادة التيتانيوم.
يمنع تدفق ANF-5 تكوين المسام في اللحام ، والتي توجد غالبًا بسبب كمية الهيدروجين الكبيرة. يمكن أيضًا استخدام التدفقات القائمة على الأكسيد بدلاً من تدفقات الفلوريد.
أساليب
الآن بعد أن حددت الأقطاب الكهربائية والتدفق ، حان الوقت للتفكير في وضع اللحام.
الشيء الرئيسي الذي يجب الانتباه إليه هو كمية الحرارة المدخلة. مدخلات الحرارة هي السرعة التي ينتقل بها التيار من قوس اللحام إلى المعدن.
في حالة اللحام بالفولاذ المقاوم للصدأ ، يجب أن تكون مدخلات الحرارة منخفضة.
يوصى أيضًا بتشكيل طبقات رقيقة بمقطع عرضي صغير. يمكن تحقيق ذلك باستخدام سلك حشو بقطر صغير يصل إلى 3 مم. يرجى ملاحظة أن الفولاذ المقاوم للصدأ لديه توصيل كهربائي منخفض.حتى لا تصبح هذه الميزة مصدر إزعاج لك ، قم بتقليل العصا من القطب الكهربائي بمقدار مرة ونصف إلى مرتين مقارنة بالعصا الخارجة من لحام الفولاذ الكربوني.
التقنيات
دعنا ننتقل إلى الشيء الأكثر إثارة للاهتمام - التقنيات. عند لحام الفولاذ المقاوم للصدأ ، يمكنك تطبيق تقنية اللحام شبه الأوتوماتيكي في جو محمي ، وتقنية اللحام بالمقاومة ، واللحام باستخدام قطب كهربائي غير قابل للاستهلاك واللحام بأقطاب كهربائية. الخامس كغاز واقي غالبًا ما يستخدمون الأرجون ، وهو خليط من الأرجون مع ثاني أكسيد الكربون ، وأحيانًا الهيليوم. دعونا نلقي نظرة فاحصة على تقنيتي لحام: قوس الأرجون ولحام القطب غير القابل للاستهلاك.
يستخدم لحام الأرغون القوسي باستخدام أقطاب كهربائية مستهلكة وغير قابلة للاستهلاك في أغلب الأحيان في الإنتاج الاحترافي. للقيام بذلك ، نوصي بضبط القطبية العكسية والغليان بالتيار المباشر. كحماية ، حيث أنه ليس من الصعب تخمينه ، يتم استخدام غاز الأرجون. يمكنك استخدام الأرجون النقي أو خليط منه مع ثاني أكسيد الكربون أو الأكسجين. سيؤدي استخدام المخاليط إلى تثبيت احتراق القوس ، وتبسيط تشكيل اللحام وتقليل احتمالية تكوين المسام.

إذا قررت استخدام تقنية قطب كهربائي غير قابل للاستهلاك ، فاضبط القطبية على الاتجاه المباشر واللحام بالتيار المباشر. استخدم أقطاب التنغستن. من الممكن استخدام التيار المتردد ، لكن ليس من المستحسن دائمًا. إذا كان المعدن يحتوي على كمية كبيرة من الألومنيوم (وهو أمر نادر) ، فيمكنك استخدام كلمة "تغيير".
دعنا نضيف أيضًا بضع كلمات حول اللحام بالعصا. تعتبر هذه الطريقة غير احترافية وتستخدم فقط في المنزل أو في الشركات الصغيرة حيث جودة العمل ليست حرجة. هذه الطريقة جيدة إذا كنت عامل لحام ولا تريد إنفاق أموال على معدات إضافية. كل ما تحتاجه هو الحصول على عاكس بسيط والتقاط الأقطاب الكهربائية. ولكن إذا كنت تقدم طلبًا للحصول على جودة جيدة من اللحامات ، فنحن نوصيك بالاستمرار في اختيار اللحام في بيئة غاز محمية. ولمثل هذا العمل ، فأنت بحاجة إلى جهاز نصف آلي ، واسطوانة غاز ، وسلك لحام أو أقطاب كهربائية. هذا هو الحد الأدنى المحدد للحام عالي الجودة إلى حد ما في ورشة العمل أو حتى المرآب.
ميزات العلامة التجارية
قبل أن نبدأ في وصف مفصل للحام ، تعرف على بعض ميزات الفولاذ المقاوم للصدأ بدرجة 12x18n10t.

الشيء الرئيسي الذي يجب أن تعرفه هو أن الفولاذ المقاوم للصدأ معرض للغاية للتآكل بين الخلايا الحبيبية. على الرغم من أن المقاومة الإجمالية للتآكل عالية جدًا. لكن هناك خبر واحد جيد. يحدث التآكل بين البلورات فقط عندما يتم تكليس المعدن في الفرن. تكفي درجة حرارة 500 درجة لتغيير هيكل الفولاذ المقاوم للصدأ وزيادة احتمال التآكل.
يدرك المصنعون ذلك جيدًا ، وبالتالي يضيفون عناصر صناعة السبائك إلى الفولاذ المقاوم للصدأ. في حالة علامتنا التجارية 12x18n10t ، هذا هو التيتانيوم. يتضح هذا من خلال الحرف "T" في نهاية العلامة. قبل اللحام ، تعرف على العلامات الدقيقة للصلب وتأكد من احتوائه على عناصر صناعة السبائك. بالإضافة إلى التيتانيوم ، يتم استخدام النيوبيوم ، في وضع العلامات يتم الإشارة إليه بالحرف "B".
نصائح الاستخدام
للحصول على اتصال جيد ، يستخدم العديد من عمال اللحام آلات شبه أوتوماتيكية عند العمل بأسلاك غير قابلة للصدأ. يحمي هذا الجهاز اللحامات من التأثيرات الخارجية ، ويغذي سلك الحشو تلقائيًا في مكان اللحام ، ويبرد بالقوة ، ويمكن استخدامه في الأماكن التي يصعب الوصول إليها.
قبل القيام بالعمل ، يجدر القيام بالمرحلة التحضيرية ، أي لأداء عدد من الأنشطة.
- القضاء على التلوث من السطح المعالج.
- تقليل حجم اللحام على الفراغات.
- قم بإزالة الرطوبة الزائدة عن الأسطح عن طريق تسخينها إلى 100 درجة.

من أجل الحصول على سماكة انتقالية صغيرة للتماس بين الأجزاء المراد لحامها ، يمكنك استخدام عدة طرق لحام:
- طريقة القوس القصير
- نقل نفث الحبر
- طريقة الدفع العالمية.

لتحقيق نتيجة عالية الجودة للعمل مع مادة مضافة غير قابلة للصدأ ، سيحتاج عامل اللحام إلى تلبية المتطلبات التالية:
- ضع الموقد بزاوية سالبة ؛
- دفع الرأس على مسافة 1.2 سم من السطح المعدني ؛
- يجب أن يتم صهر السلك في أجزاء صغيرة ؛ ولا ينبغي استخدام القطرات الكبيرة هنا.

يعتبر لحام الأسلاك غير القابل للصدأ سمة مهمة ، والتي بدونها يصعب تخيل عملية اللحام. يمكن للمستهلكين شراء هذا المنتج على شكل خصلة أو بكرة أو ملف. يتمتع هذا النوع العالمي من المواد الخام بخصائص تكنولوجية عالية ، وبالتالي فهو يستخدم في العديد من الصناعات والبناء.
للحصول على نصائح حول اختيار سلك اللحام ، انظر الفيديو التالي.
فك العلامات
يتم تحديد سلك اللحام غير القابل للصدأ بنفس طريقة السبائك. يمكن تسمية الاختلاف الوحيد بوجود الكروم والنيكل بكميات كبيرة في الفولاذ المقاوم للصدأ. يتم تمييز السلك الصلب المقاوم للصدأ وفقًا لـ GOST 2246-70.
قد يحتوي التعيين على الحروف التالية:
- أ - يحتوي السلك على كمية قياسية من الفوسفور والكبريت ؛
- AA - يتم احتواء المواد المذكورة أعلاه بكمية مخفضة ؛
- Ш - تم إنتاج المنتج عن طريق إعادة الصهر بالكهرباء ؛
- هـ - يستخدم السلك لتحضير الأقطاب الكهربائية ؛
- О - يوجد طلاء نحاسي على سطح المنتج ، لذلك يتم استخدام السلك في حالة إجراء توصيلات حرجة بقوس ثابت.
وفقًا لمعايير GOST ، قد تحتوي علامات الأسلاك الفولاذية على التسميات التالية:
- X - منتج مدلفن على البارد ؛
- T - معالج حرارياً ؛
- ف - زيادة دقة الإنتاج ؛
- TS هو معدن فاتح اللون ، لا توجد فيه أكاسيد.


اعتمادًا على القطر ، فإن 100 متر من أسلاك الفولاذ المقاوم للصدأ للحام لها الأوزان التالية:
- 0.5 مم - 0.31 كجم ؛
- 1 مم - 0.62 كجم ؛
- 1.5 مم - 1.4 كجم ؛
- 2 مم - 2 ، 48 كجم.

أنواع أسلاك اللحام للأجهزة شبه الآلية
في ظل الظروف العادية ، يتم استخدام أكثر من عشرة أنواع من أسلاك اللحام ، من بين أكثر من سبعين نوعًا تم إنتاجها. ويرجع ذلك إلى الخصوصية الصناعية لاستخدام معظم أنواع آلات اللحام ، وارتفاع تكلفة بعضها. الأنواع الأكثر شيوعًا هي المنتجات التي يتراوح قطرها من 0.6 مم إلى 2 مم ، ويزن من 1 كجم إلى 5 كجم. تنقسم المنتجات إلى سلك صلب وأسلاك أنبوبية مع حشو لها أغراض مختلفة. من حيث التركيب الكيميائي ، يمكن أن يكون الألمنيوم ، مطلي بالنحاس ، مخدر بالتيتانيوم وسبائك.
سلك تم اختياره بعناية خاصة للحام الفولاذ المقاوم للصدأ شبه التلقائي لأنه يجب أن يكون أقرب ما يمكن في تكوينه إلى المادة المراد لحامها. تعتبر المعلمات الحالية مهمة أيضًا ، نظرًا لأن ارتفاع درجة الحرارة عند لحام الفولاذ المقاوم للصدأ يؤدي إلى فقدان الخصائص الفيزيائية لهذه المادة.
عند الانضمام إلى درجات مختلفة من الفولاذ المقاوم للصدأ ، يجب اختيار الأنواع التالية من أسلاك اللحام غير القابل للصدأ:
- بالنسبة لصلب الكروم والنيكل 12X18H9T و 08X18H10T ، استخدم الدرجات SV-06X19H9T أو SV-01X18H10 أو نظير OK Autrod 347 Si في الأرجون ؛
- يتم لحام أنواع الصلب 03X17H14M2 و 08X18H10T باستخدام درجات SV-01X18H10 و SV-06X19H9T و OK Autrod 308LSi في غاز خامل ؛
- الفولاذ المقاوم للصدأ المكون من الكروم والنيكل والموليبدينوم ملحوم بسلك SV-06Kh20N11M3TB و SV-08Kh19N10M3B و OK Autrod 318 في جو الأرجون.
تتوافق أنواع الأسلاك هذه مع درجات الفولاذ المقاوم للصدأ وتوفر قوة شد عالية واستطالة وصلابة وخصائص تدفق ، مما يجعل المفصل قويًا ومرنًا بعد التبريد وإزالة الخبث. عند العمل مع عاكس عالي التردد أو تيار مباشر ، فإن المعدن الموجود في حمام اللحام لا يسخن ، مما يعني أن مقاومة التآكل عند تقاطع الأجزاء ليست مضطربة.
يتم تنظيم معلمات السلك وتكوينه بواسطة GOST 18143-72 ، والذي يحدد معايير تقييم الجودة وطريقة الإنتاج.
أيضًا ، من أجل الانضمام إلى المواد غير القابلة للصدأ والفولاذ غير المتماثل ، يتم استخدام سلك ذو قلب متدفق مع حشو روتيل. يتم استخدامه في لحام الفولاذ الذي يصعب لحامه والكربون والمنغنيز والفولاذ المقاوم للصدأ في خليط غازي مكون من 80٪ أرجون و 20٪ ثاني أكسيد الكربون. تجعل منتجات البودرة من الممكن العمل في أي وضع ، وهي مخدرة بالموليبدينوم ، مما يعطي التماس خصائص فيزيائية وكيميائية عالية.
بالنسبة لدرجات الفولاذ E 2209 ، يتم استخدام OK Tubrod 14.27 ، بالنسبة للفولاذ المقاوم للصدأ 317 و 317L ، يتم استخدام OK Tubrod 14.25 ، وللصف 309 ، OK Tubrod 14.22 مناسب. لحام المعادن الأخرى ، يمكنك استخدام منتجات مسحوق التدريع الذاتي مع التدفق (على سبيل المثال ، SV-000009283) ، والتي لا تتطلب بيئة غاز خامل.

ما الأقطاب الكهربائية لطهي الفولاذ المقاوم للصدأ 1 مم.
 يعد لحام المعدن الرقيق عملية صعبة ليس فقط للمبتدئين ، ولكن أيضًا لحاملي اللحام ذوي الخبرة. هذه العملية لها عدة مضاعفات:
يعد لحام المعدن الرقيق عملية صعبة ليس فقط للمبتدئين ، ولكن أيضًا لحاملي اللحام ذوي الخبرة. هذه العملية لها عدة مضاعفات:
- يمكن أن يؤدي التسخين القوي للمنتج إلى الإرهاق وتشكيل ثقب ؛
- يمكن أن تؤدي درجة حرارة التسخين المرتفعة أيضًا إلى تغيير هندسة الصفائح الرقيقة ؛
- يخرج القوس القصير ، الذي يتم من خلاله الاتصال ، بفصل طفيف.
يمكن أن تؤدي هذه المشاكل إلى تعقيد عمل اللحام بشكل كبير.
لذلك ، من أجل تجنب مثل هذه الصعوبات ، من المهم للغاية معرفة الأقطاب الكهربائية اللازمة لحام الفولاذ المقاوم للصدأ الرقيق.
OK 63.34 مخصص لحام المعدن الرقيق. أيضًا ، تعتبر العلامة التجارية مثالية للمنتجات ذات الجدران السميكة. تتميز الأقطاب الكهربائية بتحسين فصل الخبث.
OK 63.20 (في الصورة) مطلوبة بشكل خاص لتوصيل الأنابيب والمعدن الرقيق. تتم عملية اللحام بإشعال وإطفاء القوس على المدى القصير.