الميزات التشغيلية
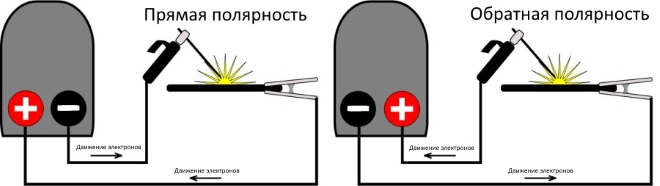
إنها ، كما ذكرنا سابقًا ، تستخدم في لحام المعادن بقطبية مباشرة.
تعني القطبية المباشرة أن التلامس الإيجابي لآلة اللحام متصل بقطعة العمل نفسها بكابل أرضي ، والاتصال السالب بالقطب الكهربي من خلال كابل اللحام.
في إعدادات آلة اللحام ، يتم ضبط الحد الأدنى لمعدل التغذية وجهد التشغيل. على سبيل المثال ، باستخدام قطر 1.2 مم ، سيكون معدل التغذية الأمثل 2 مترًا في الدقيقة والجهد سيكون 14 فولت.
من الشائع بالنسبة لها أن تشكل طبقة سميكة من الخبث على اللحام المصنوع. إذا كان من المخطط أن يكون التماس متعدد التمريرات ، فيجب إزالة هذا الخبث بعناية بفرشاة معدنية ومطرقة.
 بشكل عام ، وفقًا للمراجعات ، يكون التماس ، دائمًا تقريبًا ، خشنًا إلى حد ما ، وله قشور وعقيدات كبيرة. في حالة تصرفات اللحام المتسرعة والإهمال ، فمن الممكن عدم الاختراق. هذا أمر لا مفر منه تقريبًا عند العمل باستخدام قوس كهربائي متقطع.
بشكل عام ، وفقًا للمراجعات ، يكون التماس ، دائمًا تقريبًا ، خشنًا إلى حد ما ، وله قشور وعقيدات كبيرة. في حالة تصرفات اللحام المتسرعة والإهمال ، فمن الممكن عدم الاختراق. هذا أمر لا مفر منه تقريبًا عند العمل باستخدام قوس كهربائي متقطع.
الخصائص
يتيح لك اللحام بجهاز نصف آلي بدون غاز تحقيق المستوى المطلوب لصهر السطح المعدني ، بينما يتراوح قطر السلك من 0.8 إلى 2 مم. نظرًا للتكوين الخاص للتدفق ، فإن اللحام شبه الأوتوماتيكي يجعل من الممكن إجراء التماس عالي الجودة ودائم عند الانضمام إلى قطع العمل المعدنية من أي سمك ، مما يشير إلى كفاءة عالية في طريقة اللحام.

تتميز عملية لحام الأجزاء المعدنية دون استخدام وسيط غاز التدريع بعدد من المزايا مقارنة بالتقنيات الأخرى:
- ليست هناك حاجة للشراء والتزود بالوقود لاحقًا لأسطوانات باهظة الثمن بمزيج غاز ؛
- لا حاجة لتحريك اسطوانات الغاز الثقيلة أثناء العمل ؛
- يمكن اختيار تدفق اللحام وفقًا لقطر وتكوين مسحوق التعبئة الخاص به ، وهو مناسب للحام أنواع مختلفة من المعدن ؛
- أثناء عملية اللحام ، من الممكن التحكم في تشكيل خط التماس من خلال زجاج القناع الواقي.


السلك الذي يتم وضعه بداخله تدفق هو بديل متعدد الاستخدامات وفعال من حيث التكلفة لمعدات الغاز. وفقًا لهيكله ، يتكون السلك من أنبوب مجوف مصنوع من مادة فولاذية ، داخل هذا الأنبوب عبارة عن تدفق على شكل مسحوق. ظاهريًا ، يشبه هذا المسحوق طلاءًا يستخدم في تصنيع قطب اللحام التقليدي. أثناء العمل ، يوفر جهاز اللحام شبه الأوتوماتيكي بيئة ذات درجة حرارة عالية يذوب فيها التدفق بدون بقايا. في حوض اللحام الناتج ، يتم تكوين معدن سائل ، محمي بواسطة الغاز المتشكل أثناء احتراق المواد المضافة. يحمي هذا الغاز مفصل التماس من التعرض للأكسجين ، مما يضمن قوة وموثوقية المفصل.


إن استخدام طريقة اللحام بدون غاز باستخدام جهاز نصف آلي ، مقارنةً بأنواع اللحام التقليدية التي يتم إجراؤها في وسط غاز نشط أو خامل ، والذي يتم توفيره أثناء التشغيل من أسطوانة ، له مزايا وعيوب.
من بين المزايا ما يلي:
- آلة اللحام شبه الأوتوماتيكية صغيرة الحجم وخفيفة الوزن ، ولا يتعين عليك شراء خراطيم وأسطوانة غاز مع مخفض لأداء اللحام ؛
- يسمح ضغط الجهاز باستخدامه في المناطق التي يتعذر الوصول إليها - يمكنك العمل معها على ارتفاع ، وكذلك في الممرات أو الغرف الضيقة ؛
- يوفر الوقت بشكل كبير لإعداد المعدات للتشغيل ؛
- تتم عملية اللحام بسرعة وبدقة ؛
- يتم تشكيل اللحام تحت التحكم البصري ، ويتم تنفيذه من خلال قناع واقي ؛
- يمكن تحديد درجة حرارة وقوة القوس الكهربائي اعتمادًا على نوع المعادن التي يتم لحامها ؛
- يمكن اختيار السلك بأنواع مختلفة من الحشو.
تشمل عيوب اللحام شبه الأوتوماتيكي النقاط التالية:
- تكلفة السلك مع التدفق عالية جدًا ؛
- سلك اللحام له درجة معينة من الهشاشة ، لذلك يتطلب معالجة دقيقة أثناء التشغيل ؛
- وفقًا لتكوين مسحوق التدفق على جهاز اللحام شبه التلقائي ، من الضروري تحديد وضع التشغيل المطلوب بشكل صحيح ، مما يسبب صعوبات للمبتدئين ؛
- عند استخدام تدفق اللحام ، يتشكل الخبث أثناء تشكيل التماس ، والذي سيتعين تنظيفه ؛
- يمتلك الجهاز شبه التلقائي القدرة على تغيير قطبية الاتصال وكيفية استخدامه ولأي غرض - غالبًا ما يثير الشكوك بين عمال اللحام عديمي الخبرة.


تكلفة هذا العمل ضئيلة ، وهو أمر مهم بشكل خاص إذا كان عليك لحام مساحة صغيرة

أنواع الأسلاك الرئيسية
اعتمادًا على طريقة الاستخدام وطريقة الحماية من التأثيرات الخارجية ، يمكن أن يكون سلك اللحام المغلف بالصهر محميًا بالغاز ومحميًا ذاتيًا.
عرض حماية الغاز
يتم استخدام الأسلاك المحمية بالغاز عند إجراء اللحام باستخدام أجهزة شبه أوتوماتيكية وتلقائية للفولاذ منخفض السبائك والكربون.
تتضمن العملية ثاني أكسيد الكربون أو مزجها مع الأرجون. يأتي الغاز من الخارج. يمكن اختيار مسحوق الحشو لتحسين معايير اللحام. على سبيل المثال ، يمكنك زيادة سرعة اللحام الرأسي أو ربط الصلب الذي يصعب لحامه بقوة.
تُستخدم هذه التقنية عندما يكون من الضروري إنشاء تداخلات ، عند العمل في الوصلات وفي زوايا الهياكل ، سواء بالنسبة للآلة الأوتوماتيكية أو للآلة شبه الأوتوماتيكية. توفر هذه التقنية رشًا ثابتًا ، وتناثر أقل ، ومقاومة لتكوين المسام والخبث.
تتميز المادة المستخدمة في عملية اللحام بمعدل ترسيب مرتفع ومستوى منخفض من الدخان وتسمح بخيوط عالية الجودة.
نظرة الدفاع عن النفس
يتم تصنيع السلك ذو القلب المتدفق ذاتي التدريع على شكل قطب كهربائي خاص "مقلوب" (كما لو تم قلبه من الداخل للخارج). يسمح استخدام هذا النوع من اللحام بالعمل في ظل ظروف درجات حرارة مختلفة (حتى شديدة) ، مع هبوب رياح قوية ، وما شابه.
المكونات الرئيسية لللب هي مواد مضافة مختلفة (مؤكسدة ، تشكيل الخبث والحماية) ، مما يسمح باللحام دون استخدام الغاز.
يحتوي سلك اللحام المحمي ذاتيًا على عدد من الميزات الإيجابية ، من بينها:
- القدرة على القيام بأعمال اللحام في المواقف المختلفة ؛
- بسبب انفتاح القوس ، من الممكن تحريك معدن اللحام بدقة ؛
- يضمن نوع خاص من طلاء الأسلاك مقاومته للضغط الذي تمارسه البكرات ؛
- بسبب التحكم في التركيب الكيميائي ، يصبح من الممكن الحصول على تركيبة خبث محددة للغاية.
في ظروف التجميع ، أصبح اللحام الميكانيكي بالمسحوق أكثر شيوعًا. على الرغم من أن العديد من الأشخاص يشكون من التكلفة العالية للمواد الاستهلاكية ، إلا أن كفاءة اللحام المغلف بالصهر أعلى بكثير ، ما عليك سوى اختيار العلامة التجارية المناسبة من الأسلاك.
ميزات الإنتاج

يتم إنتاج الأسلاك على عدة مراحل في تركيب واحد.
- تنظيف الشريط من الأوساخ والزيوت والقشور والرطوبة في بداية الجهاز.
- تشوه طولي طفيف للأنبوب لتشكيل نصف دائرة.
- ملء الشريط بالبودرة.
- اتصال النهايات ، تشكيل أنبوب مع تدفق.
- معايرة الاتصال والملف الشخصي نفسه. إنشاء المقطع العرضي الدائري الصحيح.
في إنتاج اللحام الحديث ، يتكون شريط اللحام الأكثر استخدامًا من الفولاذ منخفض الكربون.
أثناء التصنيع ، لا يتم إرساء السلك ولفه بطول الشريط. يجب أن يكون هناك قطعة صلبة واحدة على التخزين المؤقت.
لإزالة الرطوبة والزيت من سطح PP و PS ، يجب وضع الملف في الفرن قبل تثبيته على الجهاز. يحفظ لمدة ساعتين عند درجة حرارة 230 - 250 درجة مئوية.
ميزات الاستخدام
يساهم استخدام الجهاز شبه التلقائي أثناء اللحام في التطبيق السريع للدرزات ، لأن نوع المسحوق من المنتجات يتم تغذيته دون انقطاع. نظرًا لأن خرطوم الغاز قد لا يكون متاحًا دائمًا للعمل ، تتيح لك هذه الطريقة لحام المعادن في بيئة من الغازات الواقية
من الناحية العملية ، سيتمكن الجميع من الطهي بشكل صحيح بدون غاز ، مع إيلاء اهتمام خاص للأسطح والإعداد. في اللحام الميكانيكي ، من الضروري مراعاة المعلمات الحالية والقطبية وكذلك تقنية التنفيذ الصحيحة.
هناك بعض الفروق الدقيقة في العمل مع هذا الجهاز المعدني ، والتي يجب على السيد ألا ينساها. من أجل قيادة القوس بنجاح وتشكيل التماس ، فإن الأمر يستحق تحضير سطح مستوٍ. عند العمل مع الأجهزة شبه الآلية ، يمكن تحقيق ذلك عن طريق تبديل جهات الاتصال في داخل الوحدة.


من النقاط المهمة في العمل تركيب بكرات تتوافق تمامًا مع قطر السلك المستخدم. يوجد على جانب الأسطوانة معلومات حول نطاق القطر. لا ينبغي شد الأسطوانة ذات النوع المتحرك بإحكام ، لأن السلك يتميز بهيكل مجوف ، وقد يؤدي هذا الحدث إلى تشوهه أو حدوث انسداد في قناة الكابل.
لكي يتم سحب السلك من دون عوائق ، ستحتاج إلى إزالة الطرف الموجود عند مخرج عنصر التثبيت. يتم لفها بعد ظهور العنصر المستهلك من نهاية هذه القناة. يجب أيضًا مطابقة قطر الطرف مع حجم السلك ، حيث يمكن أن يؤدي وجود ثقب كبير إلى صعوبة التحكم في القوس. لا يتم استخدام أي غاز أثناء هذا الإجراء ، لذلك ليس من الضروري وضع الفوهة. لكي لا يلتصق الرذاذ بالطرف ، يجب رشه بمنتج مصمم خصيصًا.


نظرًا لأن سمة مسحوق اللحام لا تتمتع بالقوة الميكانيكية والصلابة ، يوصي الخبراء باستخدام آلية خاصة تضمن استمرارية التغذية التلقائية للعنصر.
في عملية اللحام ، هناك تكوين مكثف للخبث ، يجب إزالته بسرعة بفرشاة معدنية. خلاف ذلك ، يمكن أن يصل الخبث إلى منطقة العمل ، مما يؤدي إلى تكوين عيوب وانخفاض في القوة الميكانيكية.


يمكن تصنيع السلك ذي القلب الصهور بالكامل من المعدن أو مملوءًا بالتدفق ، وبالتالي تنفيذ مهام الغاز. قد ينتج عن استخدام سمة اللحام هذه جودة لحام أقل من المعتاد ، ولكن في بعض الحالات يكون من المستحيل الاستغناء عن مسحوق مضاف.
لا يكون نقل أسطوانات الغاز مناسبًا دائمًا ، لذلك يمكن للفني استخدام سلك محفور ، على سبيل المثال ، على ارتفاع أو في مكان غير مريح. كما تبين الممارسة ، للاستخدام المنزلي بكمية صغيرة من العمل ، فإن خيار اللحام هذا مكلف. ولكن في الإنتاج ، عند استخدام أنابيب المسحوق ، يمكن إجراء لحام سريع وعالي الجودة حتى بواسطة متخصصين عديمي الخبرة. وقد لوحظ أيضًا أن هذا اللحام يمكن أن يؤتي ثماره عند تطبيق خط طويل ، وإلا يتم الحصول على الكثير من النفايات.


تم وصف اللحام بالأسلاك ذات التدفق الجريان في الفيديو التالي.
أنواع ووسم أسلاك اللحام
تصف معايير RF حوالي 80 درجة مختلفة من الأسلاك الملحومة. ومع ذلك ، من الناحية العملية ، لا يتم استخدام أكثر من اثني عشر على نطاق واسع.
وسم سلك اللحام
العلامات التجارية المتبقية عبارة عن مواد عالية التخصص للتطبيقات الخاصة والنادرة إلى حد ما ، مثل:
- تصنيع المفاعلات النووية والأجزاء الداخلية ومكونات الطاقة النووية ؛
- صناعة الطيران؛
- بناء السفن الخاصة ، بما في ذلك هياكل الغواصات والمحميات ؛
- معدات لاستخراج ونقل ومعالجة النفط والغاز ؛
- قذائف ومعدات للمفاعلات الكيميائية ؛
- صناعات التكنولوجيا الفائقة الأخرى.
يتكون تعيين السلك من عدة مجموعات من الأرقام والرموز:
- القطر بالمليمترات
- وجهة:
- في الواقع للحام "Sv" ؛
- لتسطيح - "Np".
- محتوى الكربون في المئات من المئة ؛
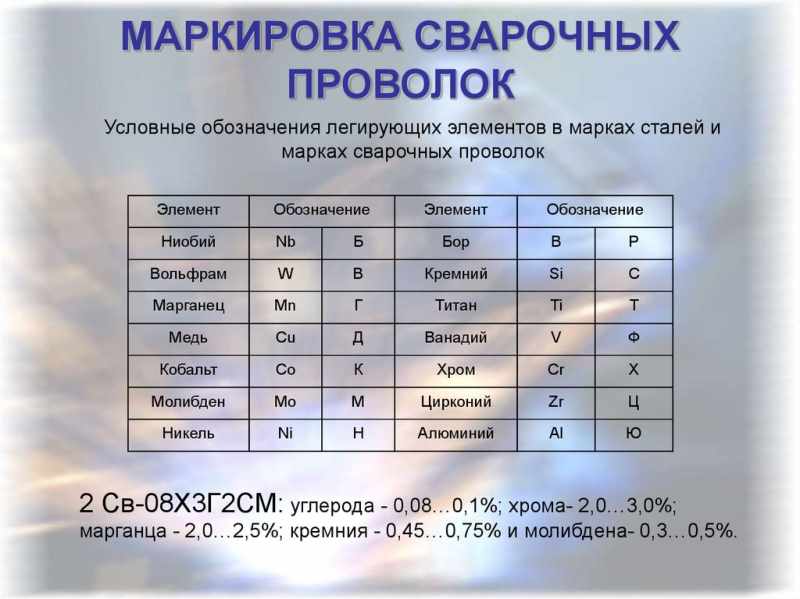
رموز عناصر صناعة السبائك
- محتوى إضافات صناعة السبائك بالنسبة المئوية ، إذا كان المحتوى أقل من 1٪ ، فلا يشار إليه:
اكس كروم.
N- نيكل.
- م هو الموليبدينوم.
- C هو السيليكون.
- N هو نيكل.
- X كروم.
- ج - الزركونيوم.
- ز- المنجنيز.
- أ هو نيتروجين.
- ب - التنغستن.
- تي هو التيتانيوم.
- يو - الألومنيوم.
- و - الفاناديوم.
- ب- النيوبيوم.
- د- النحاس.
- C هو السيليكون.
- متطلبات نقاء المادة.
- أ- مكرر.
- AA - نقاوة عالية.
- طريقة الصهر.
- سادسا - فراغ الحث.
- VD - فراغ القوس.
- لإنتاج الأقطاب الكهربائية - الحرف E.
- مطلي بالنحاس - حرف O.
- رابط إلى GOST.
لذلك ، على سبيل المثال ، من التعيين ، يمكنك معرفة أن العلامة التجارية Sv-08G2S تحتوي على 0.08٪ كربون و 2٪ منجنيز وسيليكون أقل من 1٪. سلك الحشو هذا مناسب للحام بالغاز لسبائك الفولاذ.
بمناسبة العلامة التجارية Sv-08G2S
تستخدم الشركات العالمية الرائدة في تصنيع أسلاك اللحام ESAB و Autrod وغيرها أنظمة التعيين الخاصة بها التي تتوافق مع المعايير الأمريكية أو الأوروبية. دائمًا ما يكون لدى تجار هذه الشركات طاولات جاهزة لمراسلات علاماتهم التجارية مع العلامات التجارية المنصوص عليها من قبل GOST.
ما هو مطلوب للحام
- مصدر الطاقة (جهاز نصف آلي) ؛
- سلك لحام؛
- غاز التدريع.
يجب أن يكون سلك اللحام مطابقًا للمعدن المراد لحامه. في حالتنا ، اختر الفولاذ المقاوم للصدأ لجهاز شبه تلقائي.
سلك لحام الفولاذ المقاوم للصدأ للجهاز شبه الآلي

توجد في السوق أسلاك للمصنعين الروس والأجانب ، والتي تنقسم إلى أسلاك صلبة وذات قلب متدفق. قطر من 0.13 إلى 6.0 ملم. في المنزل ، يتم استخدام أقطار 0.6 و 0.8 ملم ، وأكثر من 1.0 ملم في الإنتاج.
- يتم استخدام الأسلاك الصلبة لتوصيلات القوس المحمي بالغاز والقوس المغمور. هذه الطريقة تقضي على دخول الهواء إلى منطقة اللحام ، وبالتالي تحسين جودة اللحام.
- سلك فولاذي مقاوم للصدأ ذو قلب متدفق (محمي ذاتيًا) - أنبوب رقيق الجدران مملوء بالتدفق والغاز. يسمح خليط المكونات بمنتجات اللحام بدون غازات واقية (ثاني أكسيد الكربون والأرجون).
سلك الفولاذ المقاوم للصدأ شبه التلقائي، يتم إنتاجه بمعالجة حرارية أو مسحوب على البارد. وينقسم إلى مؤكسد (T) وخفيف (أبيض ، TC).
يتوفر سلك غير قابل للصدأ في فئتين من فئات الدقة:
- زيادة الدقة (P) ؛
- الدقة العادية.
يتم استخدام السلك بدقة متزايدة لتحسين جودة التماس.
وفقًا لتركيبها الكيميائي ، يتم تقسيم الفولاذ المقاوم للصدأ إلى درجات مختلفة ، كما أن للسلك علامات مختلفة. سيطلعك الجدول (أدناه) على العلامات التجارية وقطر ووزن الأسلاك غير القابل للصدأ:
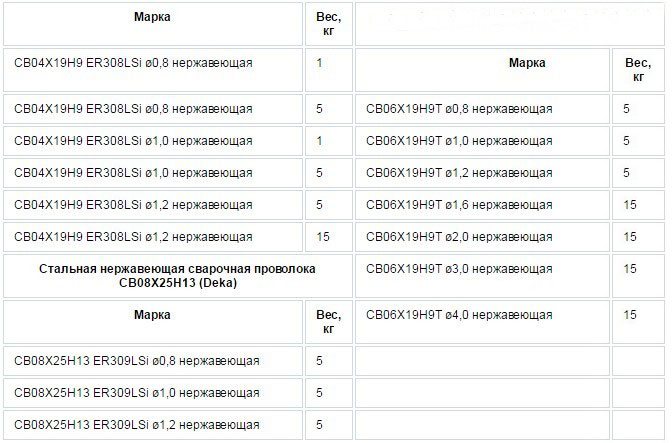
تكلفة السلك غير القابل للصدأ لجهاز نصف آلي
يختلف السعر حسب الشركة المصنعة ومنطقة إقامة المشتري.
متوسط المؤشرات:
- ER 308 LSI 0.8 مم 1 كجم - 825 روبل ؛
- ER 308 LSI 0.8 مم 5 كجم - 4237 روبل.
فيديو:
اختيار الغاز
من المستحيل الطهي بجهاز شبه آلي بدون غاز ، إلا عند استخدام أسلاك ذات قلب متدفق. يمكن إجراء لحام الفولاذ المقاوم للصدأ بجهاز شبه آلي في بيئة من ثاني أكسيد الكربون أو خليط من ثاني أكسيد الكربون والأرجون.

ثاني أكسيد الكربون هو غاز رخيص الثمن وميسور التكلفة للانضمام إلى الفولاذ المقاوم للصدأ. عند استخدامها بشكل نظيف ، فإن ماكينة اللحام تواجه رشاشًا معدنيًا مفرطًا وخرزة لحام معقودة.
يمكن تعديل نسبة ثاني أكسيد الكربون إلى الأرجون باستخدام أسطوانتين منفصلتين.قم بتوصيل المخرجات من علبتي التروس باستخدام نقطة الإنطلاق المأخوذة من ممسحة الزجاج الأمامي للسيارة المنتجة محليًا. تفاصيل تصميم مشابه في الفيديو:
هذا كل شيء ، عليك فقط توصيل الغاز والأسلاك الواقية المحددة بالجهاز. انتبه: يجب أن يكون الطرف الموصّل بنفس قطر السلك.
فيديو: كيفية إعداد جهاز شبه آلي للعمل (للمبتدئين).
كيفية لحام الفولاذ المقاوم للصدأ في ثاني أكسيد الكربون
بعد الشطب ، قم بربط الأجزاء بمساعدة كماشة التثبيت ، مع ترك فجوة بين المنتجات (1.5 مم على الأقل).
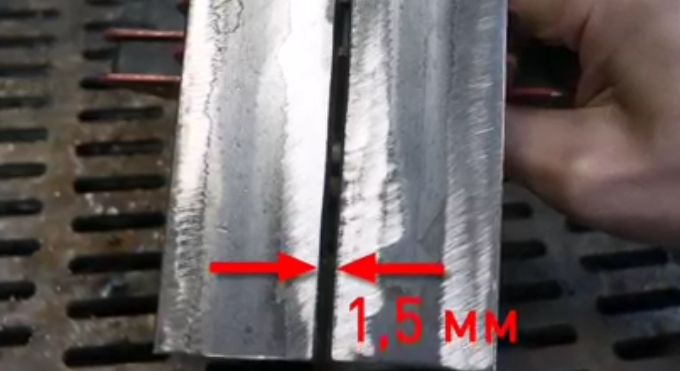
يجب أن تكون الفجوة بطول كامل قطعة العمل ، وسوف تسمح بغلي المعدن حتى سمكه الكامل. قم بتوصيل الكتلة وضبط الإعدادات الخاصة بك على الجهاز شبه التلقائي ، اعتمادًا على تصميم جهازك وسماكة المعدن.
تحتوي الأجهزة شبه الآلية البسيطة الموجودة على اللوحة الأمامية على تعديلين:
- جهد اللحام
- سرعة تغذية الأسلاك.
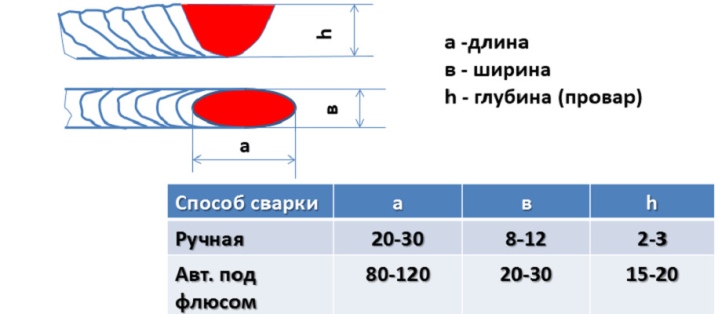
يغير إعداد الحث صلابة القوس وعمق الاختراق وشكل الخرزة:
- مع الحث المنخفض: القوس البارد - نحصل على حبة رفيعة ذات اختراق عميق ؛
- مع محاثة عالية: قوس ساخن - حبة عريضة ذات اختراق ضحل.
عقد الشعلة بمنحدر 20-60 درجة (المسافة من الفوهة إلى حوض اللحام هي 10-20 مم) ، قم بعمل اتصال من الفولاذ المقاوم للصدأ بمسامير قصيرة. قمنا بسحب الزناد - أطلقناه ، وضغطنا عليه ثم أطلقناه ، تمامًا هكذا ، ببطء ، تمتلئ الحواف المقطوعة بالمعدن. يمكنك الطهي بزاوية للخلف (تجاه نفسك) وبزاوية للأمام (بعيدًا عنك).
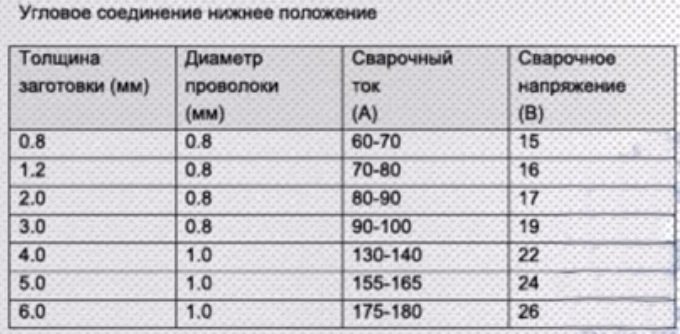
ستساعدك الجداول (أدناه) في تحديد إعدادات الجهاز شبه التلقائي:
عند تداخل اللحام ، لا يلزم قطع الشطب ، يكفي تنظيف السطح ووضع الأجزاء فوق بعضها البعض وإجراء الاتصال.
عند اللحام ، قم بقضم حبة اللحام الموجودة على طرف السلك قبل عمل لحام جديد.

في عملية الانضمام إلى الفولاذ المقاوم للصدأ بجهاز شبه تلقائي في بيئة من ثاني أكسيد الكربون ، قم بتغيير سرعة تغذية الأسلاك ، مع مثل هذه التلاعبات ستحقق خطًا عالي الجودة.
فيديو:
ملاحظة. بعد قراءة المقال ، ومشاهدة الجداول ومقاطع الفيديو (للمبتدئين) ، سوف تتقن التقنية التلقائية للانضمام إلى الفولاذ المقاوم للصدأ - بسرعة. حظا طيبا وفقك الله!
اللحام بسلك بقلب متدفق بدون غاز
قبل بدء عملية اللحام ، تحتاج إلى ضبط القيم الحالية الموصى بها على الماكينة. بعد ذلك ، تحتاج إلى التحقق من حالة غلاف التغذية (للتآكل) وعدم إزاحة وحدة التغذية. تحتاج بكرات التغذية أيضًا إلى المعايرة - يجب ألا تضغط بشدة لتجنب التشوه والتغذية غير المتساوية.
 يجب تنظيف الأجزاء المراد وصلها من فيلم أكسيد ، وبسمك يزيد عن 4-5 مم ، يجب تشكيل الحواف. بعد حدوث القوس الكهربائي ، يتم قيادته من أسفل إلى أعلى الجزء (إذا كان موجودًا بشكل عمودي). يجب إمساك مقبض الشعلة بزاوية مع الأسطح المراد لحامها - فهذا يثبّت حوض اللحام ويحمي من الانتشار المبكر للمعادن منه.
يجب تنظيف الأجزاء المراد وصلها من فيلم أكسيد ، وبسمك يزيد عن 4-5 مم ، يجب تشكيل الحواف. بعد حدوث القوس الكهربائي ، يتم قيادته من أسفل إلى أعلى الجزء (إذا كان موجودًا بشكل عمودي). يجب إمساك مقبض الشعلة بزاوية مع الأسطح المراد لحامها - فهذا يثبّت حوض اللحام ويحمي من الانتشار المبكر للمعادن منه.
يوصى بالحفاظ على سرعة سحب التماس حوالي 15-20 ملم في الثانية. عند تشكيل التماس في عدة تمريرات ، تحتاج إلى الانتظار حتى تبرد الطبقة وتنظف سطحها من قشرة الخبث - وإلا فإن اللحامات الثانية واللاحقة ستكون منخفضة الجودة بسبب الشوائب.
سلك مفعل
يتشابه استهلاك اللحام هذا في تكوينه مع الأسلاك ذات القلب المتدفق ، ولكن تمت إضافة إضافات خاصة إليه ، مما يحسن المعلمات في منطقة حوض اللحام ويمنع تدمير المعادن أثناء اللحام وبعده. من الناحية الهيكلية ، يتميز السلك المنشط بهيكل مختلف عن السلك ذي القلب المتدفق. نسبة المواد المضافة أقل بكثير ولا تزيد عن 6-8٪ من إجمالي وزن التشغيل. في هذه الحالة ، لا يتم سكب المواد المضافة في التجاويف ، ولكن يتم تضمينها في جسم السلك على شكل قنوات رفيعة ، وتجمع المادة بين مزايا السلك الصلب والأسلاك ذات التدفق المتدفق. نظرًا للنسبة الصغيرة من المواد المضافة ، لا يمكن إجراء اللحام بمثل هذا السلك إلا في جو غاز خامل.
المواد المضافة عبارة عن مركبات قابلة للتأين بسهولة من المعادن الخفيفة ومكونات تشكيل الخبث التي تعمل على تحسين الوضع مع استقرار معلمات العمل لحوض اللحام. أنها تزيد من استقرار القوس.
يمكن صياغة المزايا التالية للسلك المنشط:
- مجموعة واسعة من المعدات المتوافقة. يسمح السلك ، على عكس الأسلاك المغلفة بالصهر ، بالانحناءات ولا يتطلب أجهزة تغذية متخصصة.
- جودة عالية للدرز بسبب التوتر السطحي المنخفض لقطع العمل المشتركة وانخفاض تشبع الهيدروجين.
- تقليل الاستهلاك الحالي عن طريق حماية منطقة اللحام من فقد الحرارة المفرط.
سلك لحام
العيب الرئيسي للسلك المنشط هو الحاجة إلى استخدام الغاز. هذا يزيد من تعقيد وتكلفة العملية.
تقنية
باستخدام آلة اللحام شبه الأوتوماتيكية ، يمكنك لحام الفولاذ المقاوم للصدأ والمعادن غير الحديدية والصلب والألمنيوم بشكل مستقل. لتوصيل الفراغات المعدنية غير الحديدية ، تحتاج إلى اختيار السلك المناسب للحام. على سبيل المثال ، يمكن استخدام تدفق يحتوي على المغنيسيوم والمنغنيز والألمنيوم في لحام أجزاء من الألومنيوم. يتيح هذا السلك توصيل الصفائح المعدنية الرقيقة أو السميكة
بالنسبة إلى عمال اللحام المبتدئين ، من المهم مراقبة جميع مراحل التحضير والتكنولوجيا لعملية اللحام.


ارتد ملابس واقية وخوذة لحام قبل بدء اللحام. يمكن تنفيذ العمل بشرط عدم وجود أجسام قابلة للاشتعال داخل دائرة نصف قطرها 10 أمتار. لا يسمح للأشخاص غير المصرح لهم بالدخول إلى منطقة العمل.

تحضير
تختلف طريقة اللحام بجهاز شبه أوتوماتيكي بدون معدات غاز عن طريقة اللحام المعتادة من حيث أن لها قطبية مختلفة: يتم توصيل طرف بعلامة "زائد" بقطعة العمل ، بينما يتم توصيل "ناقص" بقطعة العمل قطب كهربائي. يتم تفسير هذا القطبية من خلال حقيقة أنه بمساعدتها ، من الممكن تحقيق أعلى ظروف درجة حرارة ممكنة ، وهي ضرورية لصهر تدفق المسحوق.
مرحلة أخرى مهمة من العمل التحضيري هي المعالجة الأولية الشاملة لأسطح قطع العمل المتصلة ببعضها البعض.


لإعداد معدات اللحام شبه الأوتوماتيكية ، سوف تحتاج إلى القيام بما يلي:
- اختر مؤشر مجموعة القوة الحالية للعمل ، وفقًا لمدى سماكة المعدن المطلوب توصيله ؛
- حدد الوضع الأمثل لسرعة تغذية سلك اللحام بحيث لا يتضرر بسبب التوتر أثناء اللحام ؛
- نقل الجهاز إلى قطبية التيار المباشر ؛
- قم بتمرير السلك للأمام ، وافتح الغطاء في قمع تغذية التدفق ، واضغط على زر البدء وقم بتنشيط القطب ؛
- قم بإجراء اختبار لحام ، وإذا لزم الأمر ، قم بتصحيح معلمات الجهاز.
بعد اكتمال ضبط الجهاز شبه التلقائي ، سوف يتغذى السلك بحرية في منطقة اللحام ، ويكون قوس اللحام مستقرًا ، يمكنك البدء في تشكيل خط التوصيل.

يوصي الخبراء المتمرسون بإعداد بكرات الضغط للآلة وفقًا لسمك السلك. إذا تم استيفاء هذا الشرط ، فسوف يتحرك سلك التدفق بحرية عبر خط الأنابيب دون التعرض لخطر التعثر في قناة التغذية أو الانكسار.

معالجة
أثناء تشغيل آلة اللحام شبه الأوتوماتيكية دون استخدام غاز البالون ، يخلق التدفق سحابة من غاز التدريع أثناء الاحتراق. تميل هذه الأبخرة إلى الارتفاع ، لذلك يجب على عامل اللحام توفير نظام عادم أو توفير تهوية جيدة للغرفة.
بعد أن يتم وضع آلة اللحام شبه الأوتوماتيكية في حالة الاستعداد التشغيلي ، يجب إجراء حركات القطب الكهربائي على طول خط التوصيل المتشكل. إذا تم ضم صفائح سميكة من المعدن معًا ، يتم تنفيذ هذه العملية في عدة طبقات.علاوة على ذلك ، من أجل تجنب ظهور تشققات في التماس ، تحتاج إلى غلي الطبقة الأولى بتيار كهربائي منخفض. يتم تشكيل التماس عن طريق ملء حوض اللحام بالمعدن المنصهر. بعد ملء تجويف حوض اللحام بالكامل ، من الضروري إيقاف تشغيل تغذية الأسلاك وإيقاف آلة اللحام وإيقاف تشغيلها من الشبكة.
حتى يمكن تنفيذ العمل بشكل مريح وفعال قدر الإمكان ، يوصى ببدء عملية اللحام من الجزء العلوي من الأجزاء المراد ربطها ، ثم النزول تدريجيًا. عندما يحترق التدفق ، تتولد الطاقة الحرارية ، ومع ارتفاعها ، فإنه يجعل من الممكن الحفاظ باستمرار على نفس مستوى درجة الحرارة المطلوب لصهر المعدن. يوصى بإمالة مقبض حامل الإلكترود لأعلى قليلاً للحفاظ على ذوبان المعدن المستمر وتشكيل حوض لحام.
يجب أن تتحرك شعلة آلة اللحام شبه الأوتوماتيكية بسرعة وسلاسة على طول خط التماس المفصل ، مع محاولة منع ظهور ترهل المعدن المنصهر. لهذا الغرض ، يجب أن يصل السلك إلى الحافة الأمامية لحوض اللحام.

كيف تطبخ بجهاز نصف آلي بدون غاز ، انظر أدناه.