أنواع المعدات المهنية
إن أبسط أنواع المعدات المهنية التي يتم إجراء ثني الأسلاك عليها هي الآلات أحادية الذراع. وفي الوقت نفسه ، يمكن لمثل هذه الأجهزة فقط إنتاج منتجات ذات شكل هندسي بسيط ، لا يتجاوز طولها 1000 مم.
المنتجات الأكثر تعقيدًا التي يزيد طولها عن 1000 مم تجعل من الممكن إنشاء معدات مزدوجة ناتئ ، حيث يتم تشويه قطعة العمل في وقت واحد من كلا الطرفين. يمكن أن تنتج هذه الآلة منتجات مع العديد من الانحناءات المعقدة.
تسمح لك منتجات الأسلاك الأكثر تطورًا بإنشاء آلات ثلاثية الأبعاد يمكن من خلالها إجراء عمليات الانحناء في نفس الوقت بثلاثة أبعاد. تتمتع هذه الوظائف الفريدة للآلات من هذه الفئة بذراع ثني دوار ، يتم التحكم في جميع حركاتها بواسطة نظام إلكتروني آلي. على الرغم من كل مزايا المعالجة على هذه المعدات ، إلا أنها باهظة الثمن ، لذلك يتم استخدام هذه الآلات في حالات استثنائية.
3 معدات سحب الأسلاك والفيديو لعملها
يتم تنفيذ جميع عمليات السحب التكنولوجية في مطاحن خاصة مزودة بسحب - "عين" يتم من خلالها سحب السلك. دائمًا ما يكون قطر الأخير أكبر من قطر القالب. اعتمادًا على تصميم آلية السحب ، يتم تقسيم المطاحن التي تهمنا إلى نوعين:
- الوحدات التي يتم فيها جرح المعدن على أسطوانة ؛
- آلات مع حركة المعدن في خط مستقيم.
تم تصميم المطاحن الثانية لتصنيع المنتجات التي لا تحتاج إلى تجميع في ملفات (أنابيب ، قضبان). ولكن في وحدات الأسطوانة ، يتم إنتاج الأسلاك والأنابيب المعدنية والنحاسية الصغيرة. علاوة على ذلك ، فإن هذه المطاحن ذات البراميل من أنواع مختلفة:
- متعددة (بعض الوظائف دون انزلاق ، والبعض الآخر مع انزلاق) ؛
- دخول واحد
- متعددة ، باستخدام مبدأ الشد المضاد لقطع العمل.
تتضمن أبسط آلة لسحب الأسلاك لمرة واحدة إجراء عملية تكنولوجية في مسار واحد. لكن المطاحن المتعددة تستخدم 2-3 تمريرات ، ويتم تنفيذ نفس الرسم فيها بنمط مستمر. تحتوي محلات المعايرة للمؤسسات الكبيرة الحديثة ، كقاعدة عامة ، على ما بين نصف وعشرين وحدة ومصانع ذات سعات مختلفة لإنتاج النحاس ومنتجات الأسلاك الأخرى.
عادة ما يتم تصنيع قوالب سحب الأسلاك للمطاحن الموصوفة بواسطة تقنية السيرمت من كربيدات البورون ، والكوروندوم الحراري ، والموليبدينوم ، والتيتانيوم ، والميكروليت ، والتنتالوم ، والفاناديوم ، والتنغستن. تتميز هذه السبائك بمقاومة التآكل الممتازة والصلابة المتزايدة ، فضلاً عن المتانة المنخفضة.
يتم ضمان الموثوقية العالية للقالب أيضًا من خلال وضعه في قفص فولاذي قوي ولزج للغاية ، والذي لا يضغط على القالب ، ويقلل أيضًا من إجهاد الشد في وقت عملية السحب. وتجدر الإشارة بشكل منفصل إلى أنه في الحالات التي يكون فيها قضيب سلكي رفيع جدًا مصنوعًا من الفولاذ (حتى 0.2 ملم) ، فإن القوالب مصنوعة من الماس التقني.

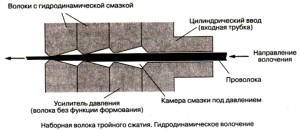
في الآونة الأخيرة ، كان هناك اتجاه لاستخدام قوالب الرسم الجاهزة. إنها تجعل من الممكن تصنيع الأسلاك تحت ظروف الاحتكاك العالي (الهيدروديناميكية). علاوة على ذلك ، يضمن القالب المُجمع انخفاضًا في استهلاك الطاقة الكهربائية لأداء العمليات التكنولوجية ، مع زيادة إنتاجية مطاحن السحب بنسبة 20-30 بالمائة.
1 سحب الأسلاك - جوهر وتكنولوجيا العملية
يُفهم الرسم على أنه العملية ، التي تتكون من حقيقة أن قطعة العمل يتم سحبها على معدات خاصة من خلال ثقب مستدق. يمكن أن تكون قطعة العمل الأصلية من النحاس والصلب والألمنيوم. الأداة التي يتم فيها عمل الثقب تسمى القالب ، ويطلق على الثقب نفسه ، الذي يعتمد على تكوين شكل الملف الشخصي الذي سيتم إنتاجه ، اسم القالب.
توفر تقنية الرسم ، مقارنة بالدرفلة ، نظافة ودقة أكبر بعدة مرات لسطح السلك ، بالإضافة إلى العديد من الملامح والقضبان والأنابيب. بالإضافة إلى ذلك ، يتميز المعدن المسحوب بتغيير (للأفضل) في المعلمات الميكانيكية ، والذي يرجع إلى تقوية (إزالة تصلب العمل) للمنتجات النهائية. يستخدم الرسم بنشاط في تصنيع أشكال دقيقة للغاية بأقطار مختلفة من الأنابيب ، والأسلاك ذات المقطع العرضي من 1-2 ميكرون إلى 10 ملم (وأحيانًا أكثر).

تجدر الإشارة إلى حقيقة أن تقنية سحب الأسلاك الحديثة تضمن أداءً ممتازًا للمعدات المستخدمة في إنتاج الأسلاك. تعمل القوالب الآن دون أي أعطال بسرعات هائلة للعملية (تصل إلى 60 مترًا في الثانية) بقيم كبيرة لتقليل مادة المصدر (على سبيل المثال ، قضبان النحاس والصلب وما إلى ذلك).
تتضمن عملية الرسم عدة مراحل موضحة أدناه:
- حفر المواد الخام في محلول حامض الكبريتيك تصل درجة حرارته إلى حوالي 50 درجة (العملية ضرورية لزيادة عمر المصفوفة عن طريق إزالة الحجم من قطع العمل) ؛
- التلدين (الأولي) للمعادن ، والذي يتم إجراؤه لزيادة الخصائص البلاستيكية للمعدن وضمان هيكله الدقيق ؛
- تحييد محلول التخليل القوي وتنظيف قطع العمل ؛
- استخدام مطرقة أو لفات تزوير لشحذ نهايات المواد الخام المعدنية الأصلية (الألومنيوم والنحاس وقضبان الصلب) ؛
- مباشرة عملية الرسم ؛
- أداء التلدين.
بالإضافة إلى ذلك ، يخضع السلك النهائي لعمليات معالجة مختلفة (قطع المنتجات إلى أقسام مطلوبة من حيث الطول ، والتقويم ، وإزالة الأطراف ، وما إلى ذلك).
كيف تستقيم بدون آلة؟
في المنزل ، يتم تقويم السلك من أجل التأريض والحماية من الصواعق وبعض الأعمال الأخرى. من غير المحتمل أن تجد في الحياة اليومية آلة بكرة عالية الجودة يمكنها محاذاة السلك بقطر مقطع عرضي يزيد عن 2 مم - وهذا مكلف ، والعملية نفسها شاقة للغاية. كما أن شراء معدات خاصة لا معنى له إذا كانت الحاجة إلى فك البار ذات طبيعة لمرة واحدة. لذلك ، من أجل استقامة سلك معدني من ملف أو ملف ، يمكنك استخدام طريقة الجهد العقدي. لهذا الغرض ، يجب تنفيذ تسلسل معين من الإجراءات.
يتم تثبيت أحد طرفي الشريط بإحكام على شيء ضخم وثقيل وصلب. على سبيل المثال ، يتم لفها حول عمود طاقة أو شجرة قوية ، يبلغ قطر جذعها 25 سم على الأقل.
بعد ذلك ، يتم فك السلك على طول الأرض يدويًا ، ويمتد قدر الإمكان أثناء القيام بذلك. في الطرف الآخر من السلك الذي تم فكه بهذه الطريقة ، يتم تشكيل حلقة وتثبيتها في جهاز يمكن سحبه بجهد كبير - أي ، يجب أن يتحرك هذا الجهاز مسافة معينة.


لإصلاح الشكل المستقيم الناتج ، يجب ترك السلك في هذه الحالة المشدودة لفترة قصيرة - من 10 دقائق إلى نصف ساعة.
لمثل هذا العمل ، يمكنك استخدام مجموعة متنوعة من الأجهزة - يعتمد ذلك بشكل مباشر على معلمات المقطع العرضي للشريط. لذلك ، بالنسبة لمنتج يبلغ قطره أقل من 2 مم ، سيكون هناك أكثر من ما يكفي من خردة الصلب ، بالإضافة إلى الجهود الجسدية المشتركة لرجلين أقوياء. وأيضًا في هذه الحالة ، يمكنك استخدام رافعة ميكانيكية.لكن القضبان التي يبلغ قطرها 5 مم وما فوق ستتطلب جهودًا أكثر أهمية - فهي تستخدم القوة الديناميكية لجرار أو شاحنة أو عقبة في سيارة ركاب.

نلفت انتباهك إلى حقيقة أن استقامة سلك بقطر أكثر من 5 مم ، إذا كان مصنوعًا من سبائك الصلب ، لن يتطلب فقط توترًا في حالة الخيط ، ولكن أيضًا تمددًا لاحقًا. يجب أن يتم تنفيذه حتى ينفجر الشريط.
عادةً ما يحدث كسر في موقع التعلق في أحد طرفي الخيط - في هذه اللحظة من الأفضل أن تكون بعيدًا قدر الإمكان عن السلك الممتد.

تقنية
القسم 33. استقامة الصفائح المعدنية والأسلاك
الاستقامة هي عملية تسطيح لوح معدني أو سلك على لوح تقويم بضرب مطرقة (مطرقة خشبية) أو مطرقة معدنية غير حديدية ناعمة ، أو باستخدام كتلة من الخشب (الشكل 122).
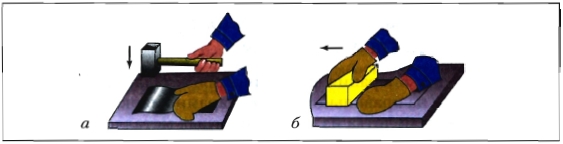
أرز. 122- تحرير صفيحة معدنية: أ - بمطرقة. ب - كتلة خشبية
توضع الورقة على الموقد وتُمسك باليد اليسرى في القفاز ، وباليد اليمنى تضرب بمطرقة أو مطرقة.
إذا كانت هناك مناطق محدبة على الورقة ، فسيتم وضعها مع انتفاخ لأعلى وضربها بمطرقة من الحافة إلى مركز الانتفاخ. في نفس الوقت ، يتم قلب الورقة.
عادة ما يتم تقويم الصفائح الرقيقة الناعمة بمطرقة خشبية أو تسويتها وتسويتها بكتل خشبية.
يمكن تقويم السلك الرقيق الناعم عن طريق التمدد بين عدة مسامير مثبتة في اللوح أو قضبان مثبتة في نائب ، وكذلك حول مغزل أسطواني (الشكل 123 ، أ ، 6 ، ج).
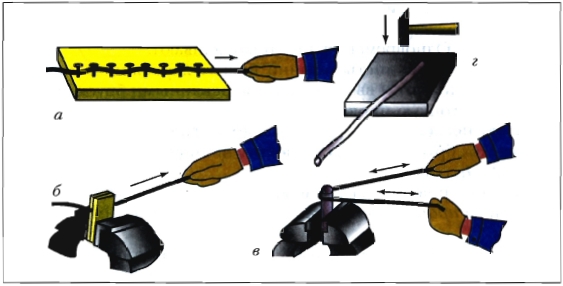
أرز. 123. تقويم الأسلاك: أ - بالسحب بين المسامير المثبتة في اللوح ؛ ب - تمتد بين القضبان في نائب ؛ ج - بالسحب حول الاسطوانة ؛ د - بمطرقة على لوحة مسطحة (صحيحة)
يتم تقويم السلك السميك بضربه بمطرقة أو مطرقة على لوح عادي (الشكل 123 ، د) أو الضغط باستخدام الزردية.
يتم التحقق من جودة الاستقامة من خلال تطبيق حافة المسطرة على سطح الورقة أو السلك ، أو على اللوحة الصحيحة - وفقًا لحجم الفجوات S (الفجوات) (الشكل 124).
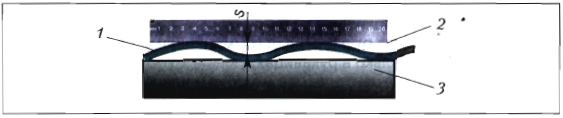
أرز. 124. التحقق من جودة الاستقامة: 1 - ورقة أو سلك ؛ 2 - حافة المسطرة ؛ 3 - اللوحة الصحيحة ؛ S - حجم الفجوة (الخلوص)
قواعد العمل الآمن
- احترس من قطع اليد من الحواف الحادة للصفائح والأسلاك المعدنية.
- احمِ عينيك من الإصابة من نهايات الأسلاك الحادة.
- استخدم القفازات فقط.
- احم أصابعك من الضرب بمطرقة أو مطرقة.
عمل عملي رقم 35
استقامة الصفائح المعدنية والأسلاك
أمر العمل
- جهز منطقة العمل والأدوات الخاصة بك لتقويم الفراغات المصنوعة من الصفائح والأسلاك المعدنية الرقيقة.
- تسوية الفراغات من الصفائح المعدنية والأسلاك.
- تحقق من جودة التعديلات.
أسئلة التحكم
- ما يسمى استقامة الصفيحة والأسلاك؟ ما هي المعادن التي يتم تقويم قطع العمل منها؟
- ما هي الأدوات والتركيبات المستخدمة للتضميد؟
- هل يمكن تقويم الملاءات بين اللفات؟
- ما هي تقنية استقامة الصفائح المعدنية الرقيقة؟
- لماذا يتم تقويم السلك عند سحبه بين القضبان أو المسامير أو حول مغزل؟
كيفية محاذاة السلك بيديك
إذا كان السلك الملفوف في الخلجان يمكن اعتباره مسطحًا بشكل مشروط ، فلكي يصبح مستقيمًا ، نحتاج فقط إلى التخلص من انحناء نصف قطر كبير. ولكن كيف يتم تقويم السلك على شكل بقايا مجعدة ونفايات سيئة التخزين؟ إنها لا تمثل المنعطفات فحسب ، بل تمثل المتعرجات المختلفة الموجودة في اتجاهات مختلفة من المحور. في هذه الحالة ، يمكن تحقيق استقامة السلك بالطريقة الصحيحة لحالة القضيب المستقيم المثالي. هناك بعض أكثر الطرق فعالية لمحاذاة السلك. اعتمادًا على الاختيار ، سيكون لديهم نتائج مختلفة قليلاً من حيث الجودة.
لذلك ، من البسيط إلى المعقد:
- يمكنك إزالة مكامن الخلل على السلك عن طريق تثبيت كلا الطرفين في يديك والبدء في التدحرج بجهد من خلال أنبوب أو مقبض الباب.
-
يكون استقامة السلك جيدًا إذا تم وضع أقسامه المستقيمة على سطح مستوٍ من طاولة العمل. قم بتغطيته بكتلة خشبية ، وابدأ في لفه عليه حتى يتمكن من التحرك بحرية أثناء القيام بذلك. فقط عدد قليل من هذه القوائم يعطي نتائج جيدة للغاية.
- لتصويب سلك نحاسي ناعم ، قم بتثبيته بنهاية واحدة على ارتفاع. قم بتعليق حمولة ليست ثقيلة جدًا على الأخرى ، بحيث لا يمكن أن تمزقها. من خلال تدوير الوزن في اتجاه عقارب الساعة وإرجاع بعض الثورات حول محوره ، يمكن تحقيق النتيجة المثالية.
- سيتم تقويم السلك بطريقة مماثلة. إذا تم تثبيت أحد طرفيه في نائب ، والآخر مثبت في ظرف مفك البراغي أو المثقاب الكهربائي. ستتم عملية الاستقامة عن طريق الدوران ببطء أثناء الإمساك بالسلك تحت شد قوي. فقط بضع لفات ستكون كافية لفرد الشعر بالكامل.
- أيضًا ، ستكون هناك حاجة إلى مفك براغي أو مثقاب كهربائي لتصويب قطع صغيرة من الأسلاك حتى 30 سم. للقيام بذلك ، في كتلة خشبية نصنع ثقبًا بقطر أكبر قليلاً من ثقب السلك ونمرر أحد طرفي الشريط خلاله. نصلح هذه النهاية في ظرف الظرف ونبدأ في التدوير ببطء ، وسحب السلك عبر الفتحة.
- لمحاذاة سلك بقطر ليس كبيرًا جدًا ، يمكنك صنع جهاز بسيط ورخيص إلى حد ما بيديك.
للقيام بذلك ، نحتاج إلى لوح خشبي ضخم بأبعاد 500 × 120 × 50 ملم. ندفع 5-7 مسامير بقطر 3-5 مم في خط مستقيم بمسافة بادئة بقطر السلك. المسافة بين المسامير تعتمد بشكل مباشر على قطر السلك ومرونته. وكلما ارتفعت هذه المؤشرات ، زادت الفجوات بين القضبان المعدنية. تتكون عملية استقامة السلك من سحبه بين المسامير على طول خط الوسم. من أجل الوضوح ، سوف تساعدك الصورة التخطيطية.
إذا كنت تعرف طريقتك الأصلية حول كيفية محاذاة السلك بيديك ، فيرجى مشاركته معنا في خانة التعليقات.
انتاجنا

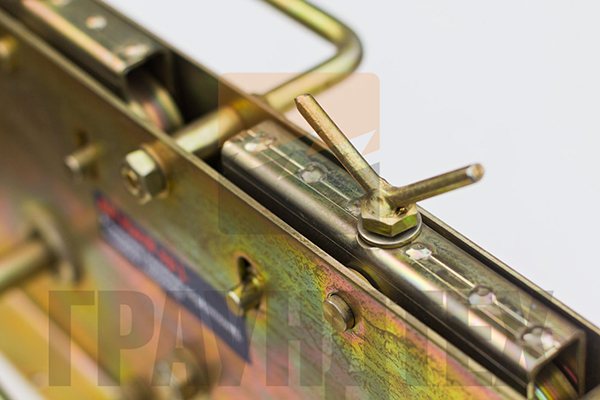
جهاز لمحاذاة الاسلاك الفولاذية بقطر 6-10 مم وشريط 20x3 30-4 مم بمحرك يدوي. يعمل على تقويم الأسلاك الفولاذية المجلفنة بقطر 6-10 مم ، بالإضافة إلى شريط فولاذي مجلفن بقياس 20 × 3 مم ، 30 × 4 مم. يتم توفير الموصلات الدائرية والمسطحة في ملفات 40-50 كجم.

من أجل إجراء تركيب عالي الجودة لـ "شبكة" طرفية هوائية مصنوعة من أسلاك فولاذية على سطح مسطح ، من الضروري وضع السلك في الحوامل وربط العقد باستخدام المحطات الطرفية. يتم وضع السلك في خلايا بحجم 6 × 6 م ، 10 × 10 ، 12 × 12 م. من أجل وضع موصل "الشبكة" بالتساوي ، يجب تقويمه من الحالة الملتوية. يصعب تقويم الأسلاك الفولاذية المجلفنة 8 و 10 مم يدويًا ، خاصةً الفولاذ الذي يبلغ قطره 10 مم ، وفي حالة الاستقامة ستكون هناك مخالفات من الاستقامة غير المتساوية.
لوضع الموصلات من قضبان الصواعق على السطح والمداخن وغيرها من هياكل المباني والهياكل ، وتركيب الموصلات في الحوامل ، يلزم وضعها بشكل متساوٍ قدر الإمكان دون الانحناء. والسبب في ذلك هو المظهر الجمالي ، وكذلك المخالفات ، ونتيجة لذلك ، يمكن تحرير السلك من الحامل أو يمكن أن يتلف الحامل نفسه.

لسهولة التركيب ، تقدم شركتنا هذا الجهاز لاستقامة الموصلات من تسع بكرات ، مما يتيح لك توفير الوقت في تثبيت "شبكات" الحماية من الصواعق ، وكذلك تركيب الموصلات السفلية في أسرع وقت ممكن دون الخوف من تفكيك الأجزاء غير المستوية من الأسلاك والقطاع.

يسمح لك تصميم آلة استقامة الأسلاك بتثبيتها على ارتفاع 0.5 متر من السقف أو الأرضية على أي هيكل مصنوع من الخشب أو المعدن ، وضبط ضغط الأسطوانات على الموصل وتحقيق توازن السلك أو الفولاذ قطاع.
على سبيل المثال:
- التثبيت على منصات خشبية - 5 دقائق ؛
- مسامير ملولبة في الخشب - دقيقتان ؛
- ضبط بكرات الضغط للموصل من 5 إلى 15 دقيقة ؛
- فك ملف قياسي 115 م 5-7 دقائق
- قطع للأطوال المطلوبة من 5 إلى 20 دقيقة

في المجموع ، في المتوسط ، حتى ساعة واحدة ، يمكنك فك وتحضير الأسلاك الفولاذية المجلفنة بقطر 8 مم للتركيب. بالنسبة للمبنى ذو السقف المسطح بقياس 50 × 20 مترًا وارتفاعه 10 أمتار ، قد يلزم ما يقرب من 3 ملفات من الأسلاك ، مما يعني أنه في غضون 3 ساعات يمكنك إعداد الموصل للوضع على السطح والموصلات السفلية ، دون إنفاق جهد يوم عليه.
طرق ثني الأسلاك المعدنية
هناك عدة طرق رئيسية لإعطاء السلك المعدني الشكل المطلوب للمنتج النهائي ، لذلك يمكن تمييزه: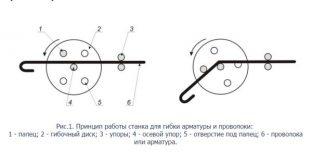
- طريقة يدوية لثني السلك باستخدام أدوات خاصة وأجهزة بسيطة. يتم استخدامه للأسلاك التي يصل قطرها إلى 3 مم في تصنيع المنتجات البسيطة في الإنتاج الإضافي أو المنزلي. كقاعدة عامة ، لا يتطلب عمليا أي استثمارات مالية ومعرفة خاصة ؛
- طريقة يدوية لصنع المجوهرات من سلك يصل قطره إلى 2 مم. يتطلب أدوات وأجهزة خاصة ، بالإضافة إلى معرفة ومهارات معينة للعمل مع المعادن الثمينة ؛
- ثني الأسلاك من ملف ، على أساس جهاز خاص يسمى الفك ؛
- ثني سلك من قضيب معدني ؛
- الانحناء عن طريق درفلة الأسلاك.
- ثني سلك معدني عن طريق الدفع.
ماكينات ثني الأسلاك
- آلة ثني الأسلاك التي تصنع الأجزاء مباشرة من الملف. إنه الخيار الأكثر إنتاجية واقتصادية للإنتاج الضخم لمنتجات الأسلاك. يحدث هذا بسبب حقيقة أن الملف مع السلك مثبت في جهاز خاص - جهاز فك اللفة ، الذي يدخل منه الخيط المعدني إلى الكتلة الصحيحة. هناك تتعرض لعمل الأسطوانة أو آلية الطائرة ، ونتيجة لذلك تأخذ شكل قضيب مستقيم ومستقيم عند الخروج. بعد ذلك ، يدخل السلك كتلة الانحناء الخاصة بالماكينة ، حيث يتم إعطاؤه الشكل المطلوب للمنتج النهائي بمساعدة الأجهزة الميكانيكية. في نهاية العملية ، يتم قطع الجزء النهائي بمقصات ميكانيكية. عادة ، يمكن لآلة ثني الأسلاك هذه أن تنتج نوعًا واحدًا من المنتجات النهائية ، والتي يتم تحديدها بواسطة الأجهزة الميكانيكية المثبتة مسبقًا والمقيدة بمعالجة وحدة التغذية. لذلك ، فإن أشكال المنتجات التي يتم إنتاجها على هذه الآلات ليست معقدة للغاية في التكوين ، حيث يقتصر عدد عمليات الثني على خمسة.
- تعد آلة ثني الأسلاك من أجل ثني الأسلاك من قضيب معدني طريقة أكثر تقدمًا من الناحية التكنولوجية ، ولها عدد من المزايا مقارنة بالعمل من ملف. هذا ضروري بشكل خاص عندما يحتاج المنتج النهائي إلى معالجة إضافية. يمكن أن يكون هذا نقرًا أو تثقيبًا ، والذي لا يمكن القيام به إلا قبل أن يتم الانتهاء من المنتج. تتمثل عيوب هذه الآلة في حاجتها إلى آلية تغذية معقدة إضافية لقطع العمل وإنتاجية إجمالية منخفضة نسبيًا.
- آلة ثني الأسلاك مستخدمة بشكل أساسي لصنع أجزاء دائرية مختلفة وأنواع مختلفة من الينابيع الدائرية. على سبيل المثال ، تعمل آلة ثني الأسلاك هذه عن طريق الدحرجة بسبب حقيقة أن السلك يتم تغذيته من خلال بكرات التوجيه إلى عمود نصف قطر معين ، حيث ينحني حول الإصبع عددًا محددًا مسبقًا من المرات بسبب حركته الدورانية . في هذه الحالة ، يتم لف السلك على طول نصف قطر محدد مسبقًا ، والذي يحتوي على دبوس ثني وبكرات درفلة. نظرًا لموضع بكرات الدحرجة بالنسبة للعمود المركزي ، فمن الممكن ضبط وتنظيم زاوية الانحناء أو خطوة الزنبرك. إن آلة ثني الأسلاك بالدلفنة ، مثل الأجهزة الميكانيكية الأخرى المماثلة ، قادرة على إنتاج نوع واحد فقط من المنتجات لكل عملية.لتغيير نطاق المنتجات ، يلزم استبدال أجهزة الانحناء والتشغيل.
- آلة ثني الأسلاك لثني الأسلاك المعدنية عن طريق الدفع. بالنسبة لبعض أجزاء الأسلاك ، أثناء تصنيعها ، يلزم منحها أشكالًا معقدة من أشكال هندسية معينة ، مثل أنصاف الأقطار المتغيرة ، والأقواس غير المنتظمة ، والمظهر الحلزوني ، وما شابه. إن القيام بذلك ليس فعالاً للغاية عن طريق تشغيله ، وفي بعض الأحيان يكون الأمر ببساطة مستحيلاً حتى من الناحية التكنولوجية. وبالتالي ، فإن الطريقة الوحيدة الممكنة هي استخدام طريقة دفع السلك. يتمثل مبدأ التشغيل في الحركة الانتقالية للسلك المعدني من خلال وحدة تشكيل ثلاثية الأسطوانات أو جهاز لف زنبركي خاص ، حيث يتم تشكيل المنتج النهائي بسبب موضع بكرات الدرفلة. نتيجة لذلك ، يمكنك الحصول على أي انحناء أو تغيير سلس في حجم نصف القطر. يتمثل الاختلاف الرئيسي بين طرق الثني الجارية وطرق الانحناء الأخرى في ترتيب معدات أكثر تعقيدًا يتطلب معرفة خاصة أثناء الضبط والصيانة.
- تستخدم آلات التسوية كجهاز إضافي في الخطوط التكنولوجية لإنتاج شبكات سلكية معدنية مختلفة لتقويم وتشكيل السلك. يتم استخدام تقنيتين هنا: الاستقامة الدوارة بإطار والاستقامة بكتلة تقويم ذات مستويين. لا توجه الكتلة ذات المستويين بشكل مثالي ، ولكنها لا تلوي السلك. لكن الإطار العادي الدوار له تصميم أكثر تعقيدًا ، لكن العديد من مصنعي الأدوات الآلية ما زالوا يفضلونه على تصميم الكتلة العادية الكلاسيكية.
2 بعض الميزات الهامة للإجراء
تقنية الرسم ، وفقًا للخبراء ، لها عيب واحد فقط. يتكون من مؤشر صغير لتشوه السلك. هذا يرجع إلى حقيقة أن درجة التشوه محدودة بسبب قوة النهاية الخارجة لقطعة العمل ، والتي يتم تطبيق قوة التشوه المقابلة عليها.
يتم صب المواد الأولية للعملية التكنولوجية الموصوفة باستمرار ، وضغطها ولفها بالفراغات من معادن غير حديدية ، وسبائك فولاذ كربوني. يتم ضمان الرسم عالي الجودة عندما تحتوي المادة الخام الأولية على بنية مجهرية معينة (على سبيل المثال ، السوربيتول ، إذا كنا نتحدث عن قضيب سلكي مصنوع من مادة فولاذية).

في الماضي ، كانت براءة اختراع الأسلاك الفولاذية. تضمنت هذه العملية أولاً تسخين المعدن إلى درجة حرارة التسبيد ، ثم تعريضه لملح أو ذوبان الرصاص (تم هذا التعرض عند درجة حرارة حوالي 500 درجة مئوية).

إن تكنولوجيا تصنيع منتجات الصلب والنحاس اليوم لا تعني تنفيذ مثل هذه الإجراءات المعقدة. يتم ضمان الحصول على الهيكل المطلوب عند مغادرة معدات الدرفلة. إذا شاهدت مقطع فيديو عن كيفية عمل آلة سحب الأسلاك الحديثة عالية السرعة ، يمكنك أن ترى أنها مجهزة بمجموعة من تبريد المنتجات (الهواء والماء). هذا النظام هو الذي يجعل من الممكن الحصول على البنية المجهرية لقضيب الأسلاك المطلوبة.
الطرق الصناعية
في الإنتاج ، لتقويم جميع أنواع الأسلاك المعدنية تقريبًا ، يتم استخدام آلات القطع المتخصصة بشكل صحيح. تعتمد العملية على طريقتين رئيسيتين - وهما:
- الاستقامة عن طريق التدحرج في نظام مكون من 5-6 أزواج من البكرات ، مرتبة بالتتابع في مستويات مختلفة بحيث يكون كل زوج لاحق متعامدًا مع الزوج المجاور ؛
- استقامة عن طريق السحب من خلال عدة قوالب مصنوعة خصيصا.
كقاعدة عامة ، تحتوي هذه الآلات بالضرورة على جهاز خاص للفك التلقائي للأسلاك من الملفات أو البكرات.
للعمل مع الأسلاك المرنة والقضبان الفولاذية المخلوطة ، توفر تقنية الإنتاج تسخين وتلطيف الهيكل الفولاذي لقطع العمل باستخدام مواقد غازية أو سخانات حثي عالية التردد.
يمكن رؤية كيف تعمل آلة القطع الصناعية في الفيديو:
فيديو مفيد
شاهد مقطع فيديو يوضح فيه الشخص كيفية تجميع هيكل ثني تقوية بسيط لقضبان الانحناء والمربع:
في الفيديو الثاني ، نظرة عامة على آلية ثني الأسلاك وخطافات الشباك:
استنتاج
ما يتم استخدامه لثني الأسلاك موصوف بالتفصيل في المقالة. للعمل مع هذه المواد ، يمكنك استخدام كل من الأدوات البسيطة والتركيبات المعقدة التي تسمح لك بإجراء عدد كبير من العمليات في الدقيقة.
بميزانية محدودة ، يمكنك صنع جهازك الميكانيكي الخاص الذي لن يكون أقل جودة من منتجات المصنع.
عروض ماكينات ثني حديد التسليح والأسلاك والصفائح المعدنية والمواسير. على موقعنا ، لا يتم تقديم المواصفات الفنية فحسب ، بل يتم أيضًا تقديم مقاطع فيديو لآلات الانحناء وصور المنتجات النهائية ، والتي ستتيح لك فهم عملية الإنتاج بشكل أفضل. إذا لم تجد المعدات التي تحتاجها على الموقع ، أرسل المواصفات الفنية إلى البريد ، وسنختار الجهاز لمهامك.
كيفية محاذاة الأسلاك بدون آلة

لذلك ، من أجل محاذاة السلك المعدني من الملف ، يجدر استخدام الطريقة الأكثر شيوعًا لتمديد القوة ، لذلك من الضروري الاسترشاد بالتسلسل التالي:
- أولاً ، يجب تثبيت أحد طرفي السلك بشكل صارم في شيء هائل وصلب. للقيام بذلك ، يمكنك لف نهايته حول قاعدة دعامة خط الطاقة أو شجرة متينة بقطر جذع لا يقل عن 25 سم.
- بعد ذلك ، نقوم بفك الخليج يدويًا على طول الأرض ، وإذا أمكن ، نقوم بتمديده قدر الإمكان.
- في الطرف الثاني من السلك غير الملفوف ، نصنع حلقة ونصلحها في جهاز قادر على سحبها بجهد ، أي التحرك لمسافة معينة.
- تتكون عملية الاستقامة الفعلية من شد السلك المعدني ببطء بجهد كبير حتى يتحول إلى سلسلة مثالية في الشكل. لإصلاح الشكل المستقيم ، يمكنك تركه في هذه الحالة المشدودة لفترة قصيرة ، حوالي 5 إلى 30 دقيقة.
يمكن استخدام مجموعة واسعة من الأجهزة كجهاز شد ، اعتمادًا على حجم قطر السلك المعدني. لذلك ، بالنسبة لسلك يبلغ قطره 2-3 مم ، قد تكون خردة الفولاذ كافية بجهد رجلين أقوياء أو باستخدام رافعة ميكانيكية يدوية. لكن استقامة السلك بقطر 5 مم أو أكثر سيتطلب الكثير من الجهود الكبيرة ولهذا ستحتاج إلى استخدام إما قضيب القطر للسيارة الشخصية أو القوة الديناميكية للجرار أو الشاحنة.