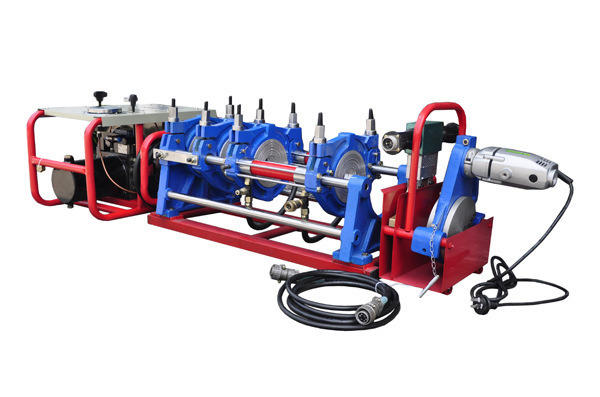
أجهزة اللحام الاحترافية
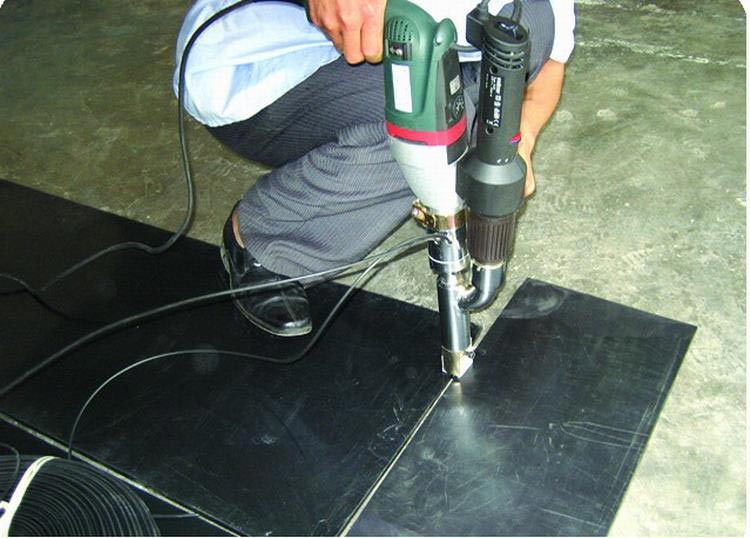
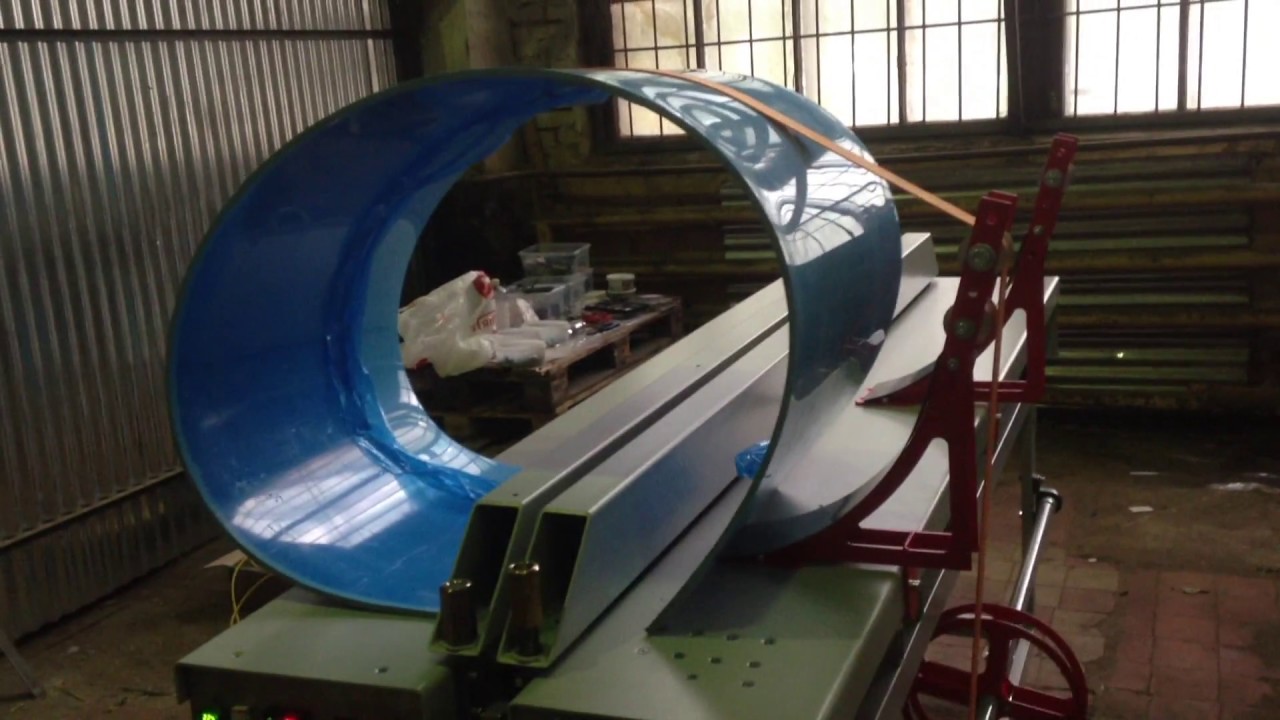
بالنسبة للأعمال واسعة النطاق (على سبيل المثال ، لإنشاء أغطية لبيوت زجاجية كبيرة أو للأنشطة التجارية) ، يوصى باستخدام أجهزة لحام بولي إيثيلين احترافية. تتمثل مزايا هذه الأجهزة في أنها تسمح بضبط مرن لمعلمات الضغط ودرجة الحرارة وسرعة الحركة على طول خط اللحام. إذا كنت تعمل بنفس دفعة البولي إيثيلين ، فبمجرد أن تحدد القيم المطلوبة ، يمكنك تنفيذ عملية اللحام بسرعة عالية.
غالبًا ما تحتوي أجهزة الختم على بكرات محرك وشد تسمح بربط الفيلم بالسرعة نفسها ، مما يكون له تأثير مفيد على الجودة النهائية للدرز.

الأجهزة الصناعية متوفرة بأنواع مختلفة. يمكن أن تكون إما التدفئة الاتصال أو تسخين الهواء الساخن.
تعتبر العمليات ذات المساحات الكبيرة من المواد فعالة من حيث التكلفة عند اختيار الوصلة عن طريق اللحام ، حيث لا توجد حاجة للمواد اللاصقة أو الشريط اللاصق. يتم زيادة إنتاجية ودقة العمل بشكل كبير. تتيح نقطة الانصهار المنخفضة ومرونة المادة إمكانية إجراء التوصيل باللحام في المنزل. تعتمد قوة المفصل الناتجة بشكل أساسي على درجة حرارة ونظافة الأسطح المراد ربطها.
معلمات اللحام لمنتجات البولي إيثيلين والبولي بروبيلين
مؤشر تدفق ذوبان المواد (MFR)
لحام البولي إيثيلين عالي الكثافة (PE-HD ، HDPE)
المنتجات المصنوعة من البولي إيثيلين عالي الكثافة لمجموعة الانصهار بمؤشر 005 (MFR 190/5: 0.4-0.7 جم / 10 دقائق) ، المجموعة 010 (MFR 190/5: 0.7-1.3 جم / 10 دقائق) أو المجموعات 003 ( MFR 190/5: 0.3 جم / 10 دقائق) و 005 (MFR 190/5: 0.4-0.7 جم / 10 دقيقة) مناسبان للحام معًا. تم تأكيد ذلك من خلال DVS 2207 الجزء 1 (DVS - جمعية اللحام الألمانية) وتوثيقها من قبل DVGW (جمعية الغاز والمياه الألمانية).
لحام البولي بروبلين: البولي بروبيلين المتجانس (PP type 1 ، PP-H) وكوبوليمر البولي بروبيلين (PP type 2 ، PP-C ، PP-R)
يشار إلى قابلية لحام البولي بروبلين ضمن مجموعة مؤشر الانصهار 006 (MFR 190/5: 0.4-0.8 جم / 10 دقيقة). هذا ما أكده DVS 2207 الجزء 11.
درجة حرارة عملية اللحام بالبولي بروبلين والبولي إيثيلين
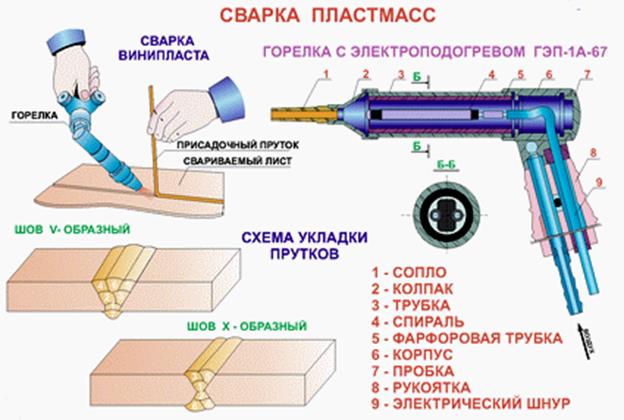
اللحام بالغاز الساخن
| الهواء ، لتر / دقيقة. | درجة الحرارة عند الفوهة ˚ С | سرعة الغاز سم / دقيقة | ||||
| قطر الفوهة ، مم | قطر فوهة عالية السرعة | |||||
| 3 | 4 | 3 | 4 | |||
| لحام البولي ايثيلين | 60-7060-7060-70 | 300-340300-340270-300# | 10-1510-15- | 10 تقريبًا .10- | 50-6050-6025-30 | 40-5040-5020-25 |
| لحام البولي بروبلين | 60-7060-7060-70 | 280-320280-320280-320 | 10 تقريبًا 10 10 تقريبًا 10 | 50-6050-6050-60 | 40-5040-5040-50 |
اللحام بالطارد اليدوي
| يتم قياس درجة حرارة البثق عند مخرج الفوهة ، درجة مئوية | يتم قياس درجة حرارة الهواء عند فوهة الهواء الدافئ ، درجة مئوية | حجم الهواء ، لتر / دقيقة. | |
| PE الصلبة PP | 200-230200-240 | 210-240210-250 | 350-400350-400 |
تأثير الرطوبة
يمكن أن تمتص المنتجات المراد لحامها (صفائح وألواح) وقضيب اللحام المصنوع من البولي إيثيلين والبولي بروبيلين الرطوبة في ظل ظروف معينة. نتيجة لبحث أجراه عدد من الشركات المصنعة ، تبين أن قضبان اللحام المصنوعة من البولي إيثيلين والبولي بروبلين المصنوعة من البولي إيثيلين والبولي بروبلين تمتص الرطوبة حسب المادة والبيئة. في اللحام بالبثق ، يمكن أن تظهر الرطوبة على شكل حفر في التماس أو أسطح التماس الخشنة. تتكثف هذه الظاهرة مع زيادة سماكة التماس.
من أجل منع مثل هذه النتائج غير المرغوب فيها ، تم وضع التوصيات التالية:
- تركيب فواصل للرطوبة والزيت في نظام تزويد الهواء ،
- تجنب الفروق الكبيرة في درجات الحرارة بين الأجزاء الملحومة (رطوبة التكثيف) ،
- تخزين قضيب اللحام ، إن أمكن ، في مكان جاف ،
- تجفيف قضيب اللحام عند 80 درجة مئوية لمدة 12 ساعة على الأقل ،
- لحام طبقات واسعة (> 18 مم) في عدة تمريرات.
اعتمادًا على نوع تسخين البولي بروبلين والبولي إيثيلين ، يتم تمييز أنواع اللحام التالية:
- لحام اللدائن الحرارية بالهواء الساخن (مجفف الشعر)
- لحام اللدائن الحرارية مع الطارد
- لحام اللدائن الحرارية بعنصر تسخين
- لحام عالي التردد للمواد البلاستيكية الحرارية
- اللحام بالليزر للبلاستيك الحراري
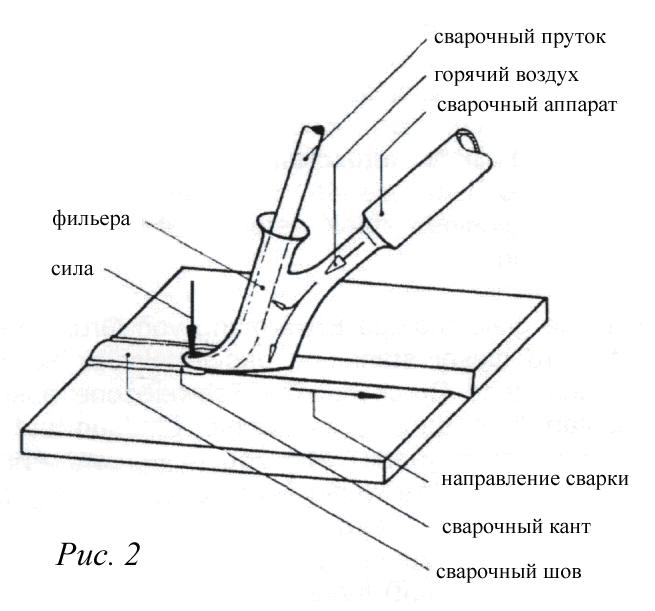
اللحام بالقضيب
على سبيل المثال ، عند وضع مشمع PVC ، يلزم اللحام باستخدام قضيب حشو. مشمع جاهز. يجب أن يكون مناسبًا بشكل مريح على الأرض.









يجب تركيب جميع الوصلات بدون فجوات أو فجوات. التماس الجودة دون استخدام معدات خاصة أمر صعب للغاية. لا يمكن لمجفف الشعر العادي القيام بذلك بسبب السماكة الكبيرة لمشمع الشعر.
يتطلب أدوات ومعدات خاصة. قبل اللحام بقضيب ، يجب تحضير الحواف ، وسيضمن الشريط المنصهر اتصالها الموثوق به. تتم إزالة العقيدات المشكلة بسكين خاص.
اللحام بمكواة اللحام
مكواة اللحام الكهربائية العادية مناسبة أيضًا لتثبيت الفيلم في بيئة منزلية. من الأفضل وضع طرف الطالب أو الملصق ، المصنوع من المعدن ، على اللدغة. إذا تم حرق البوليمر من خلاله ، فسيتم إزاحة الطرف قليلاً عن طرف الجهاز - وهذا يقلل من منطقة نقل الحرارة.
يكون اللحام أكثر موثوقية إذا قمت بتوصيل بكرات خاصة بمكواة اللحام. عند الحافة ، يتم طحن اللدغة حتى النهاية ، ويتم قطع الأخدود في منتصف النهاية ، حيث يتم استخدام منشارا. ستحتاج إلى قرص نحاسي بقطر 1 سم (أولئك الذين يهتمون بشدة ببناء مثل هذا الجهاز يمكنهم نحته بأنفسهم).
حفر حفرة بقطر حوالي 5 مم للتثبيت المحاور ، أدخل القرص في الفتحة المصنوعة وآمنة. يجب أن تدور بحرية. لجعل اللحام متساويًا ، اتبع الحافة المستقيمة. يجب أن يتم توجيه الجهاز إلى النقطة التي ينتهي عندها التماس دون تمزق ، مع الضغط. في كثير من الأحيان يستخدم هذا النهج لإغلاق الأكياس. للحصول على خط خياطة جميل ، تدرب قليلاً على القطع غير الضرورية.
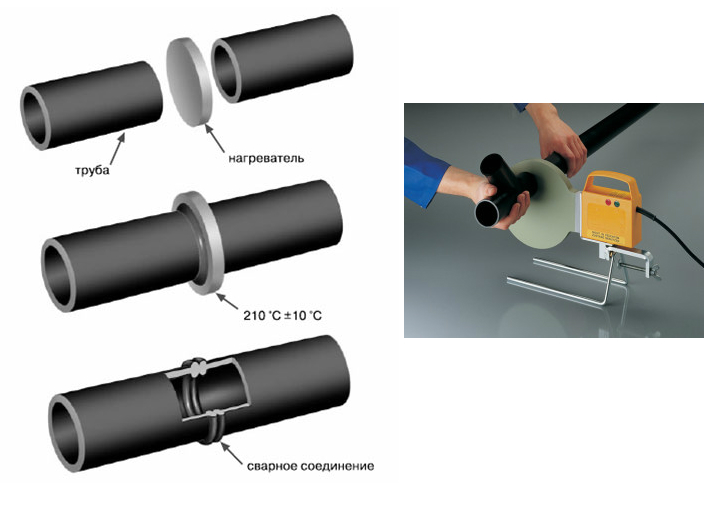
لحام البولي ايثيلين بعنصر التسخين (اللحام التناكبي)
يستخدم لحام البولي إيثيلين بعنصر تسخين (يسمى أيضًا اللحام التناكبي) في لحام الألواح والكتل والأشكال الأخرى للمنتجات شبه المصنعة. يستخدم هذا النوع من اللحام على نطاق واسع للغاية في لحام خطوط الأنابيب البلاستيكية الحرارية. على عكس طريقتين اللحام السابقتين ، لا تتطلب هذه الطريقة استخدام مادة حشو.
للحام مع عنصر التسخين ، ما يسمى ب. آلات اللحام التناكبي ، مبدأ التشغيل (التسخين بعنصر تسخين بأشكال مختلفة) هو نفسه ، ويختلف فقط في نوع المحرك (يدوي ، ميكانيكي ، هوائي ، إلخ) ، والذي ينقل قوة القص إلى العناصر المراد لحامها. بالإضافة إلى ذلك ، يمكن تمييز آلات اللحام التناكبي بمجموعة كاملة من المعدات الخاصة وجميع أنواع الخيارات - على سبيل المثال ، لألواح اللحام بزاوية ولحام الصفائح القابلة للطي.
تسمح بعض أنواع آلات اللحام التناكبي ، بالإضافة إلى HDPE ، بلحام HMPE و UHMWPE.
عند لحام البولي إيثيلين من طرف إلى طرف ، يتم توفير الحرارة المطلوبة مباشرة من عنصر التسخين إلى منطقة اللحام للأسطح المراد ربطها. هذا يحقق توزيعًا أكثر ملاءمة للحرارة بحيث لا يتم تحميل أي من مناطق المادة حرارة أكثر من الأخرى. بالإضافة إلى ذلك ، يجب أن تكون أسطح التزاوج لعنصر التسخين نظيفة ومتجاورة تمامًا. يُظهر هذا النوع من اللحام ضغطًا داخليًا ضئيلًا ويمكن تحميله بنفس طريقة تحميل المواد الأصلية.
تطبيق مكواة لحام لفيلم اللحام
يسمح لك ربط صفائح البولي إيثيلين باستخدام مكواة لحام تقليدية (40-60 واط) بالحصول على خط قوي ، بينما يلزم إجراء تعديلات طفيفة على الأداة. استخدام مكواة لحام بدون نصائح خاصة لن يعطي نتيجة عالية الجودة. سيكون المفصل غير متساوٍ ، ومن الممكن تكوين نقاط انتشار للمادة.
مخطط لحام الفيلم.
للحصول على نتيجة جيدة ومفاصل اللحام ذات الطول الكبير ، سيلزم استخدام أجهزة إضافية. هناك عدة خيارات لتكرير مكواة اللحام.
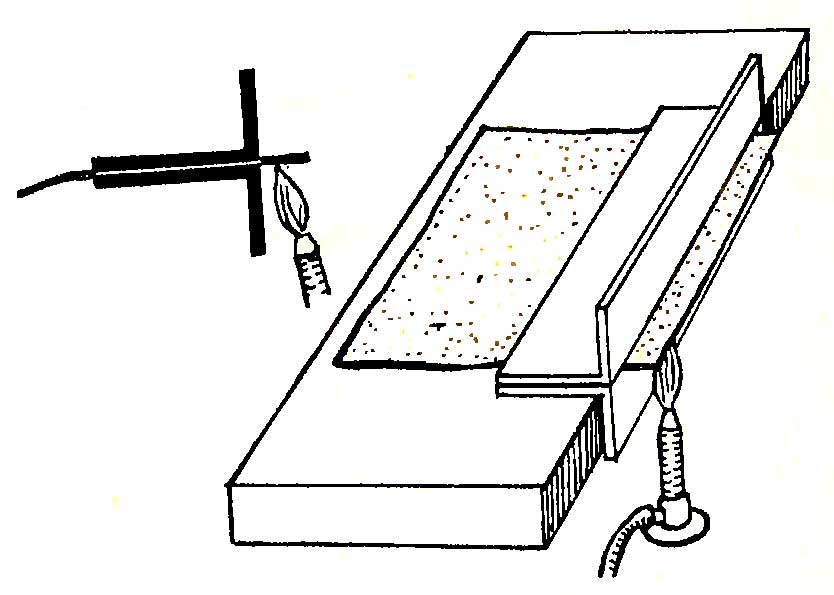





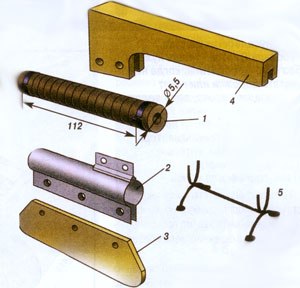
يتم أخذ مكواة لحام عادية ، ثم يتم إزالة طرف الحافة منها. باستخدام المنشار ، يتم إنشاء قطع. بعد ذلك ، يتم إدخال صفيحة من النحاس أو الألومنيوم في القطع ، ويتم تثبيتها بمسمار. تتم معالجة سطح اللوحة ، وتقريب حوافها بملف. يتم اللحام بالضغط قليلاً على مكواة اللحام بزاوية 45 درجة وتحريكها بشكل موحد.
يتم اختيار درجة الحرارة والضغط تجريبيا. عند إنشاء مفصل ، يوصى بوضع ركيزة خشبية أو قماشية مسطحة أسفل الطبقة السفلية للفيلم ، وتوسيط مكواة اللحام على شريط مسطح. في بعض الحالات ، سيتداخل الورق الرقيق بين اللوحة والفيلم. هذا صحيح إذا تم لحام الأغشية الرقيقة. بعد إنشاء التماس ، يتم فصل الورق بعناية.
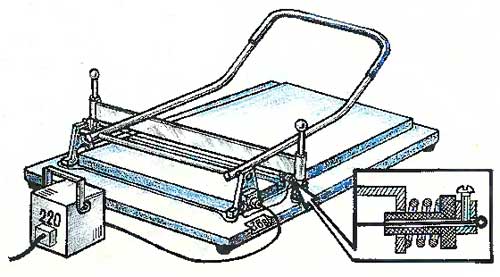
تظهر عينة تقريبية من الفوهة في الشكل 1 (1 - لوحة ؛ 2 - لحام الحديد وقضيبه).
مخطط اللحام بالموجات فوق الصوتية.
من الممكن تثبيت القرص في أنبوب طرف منفصل ، ويتم وضعه بدوره على طرف مكواة اللحام. يتم لحام قطع الفيلم عن طريق لف مكواة لحام ساخنة إلى المسافة المطلوبة. يتم تنظيم مقدار الضغط اعتمادًا على لحام التماس. تتيح لك هذه الطريقة القيام بقدر كبير من العمل.
افعل ذلك بنفسك فيلم لحام
يتم تثبيت أنابيب البولي إيثيلين بطريقتين: باستخدام التركيبات والفلنجات أو عدة أنواع من اللحام.
يتطلب الاتصال تركيبات خاصة (وصلات ومآخذ) وبدونها. بالنسبة للأنابيب التي يقل سمك جدارها عن 4.5 (أقطار 50-110 مم) ، يتم استخدام اللحام باستخدام التركيبات ، وبالنسبة للأنابيب الأكبر حجمًا بجدار أكثر سمكًا ، يُسمح باللحام التناكبي والطارد.
تعريف
تتكون طريقة الانتشار في تسخين الأطراف إلى حالة التدفق اللزج. يتم ربط النهايات المعدة للفراغات وضغطها قليلاً. تحت تأثير الضغط ، تنتقل جزيئات البوليمر المتحركة إلى الأجزاء المراد ربطها ، وتخلط ، عند تبريدها ، وتتصلب في وضع جديد ، وتشكل روابط كيميائية جديدة وتضمن التصاق موثوق للأنابيب ببعضها البعض.
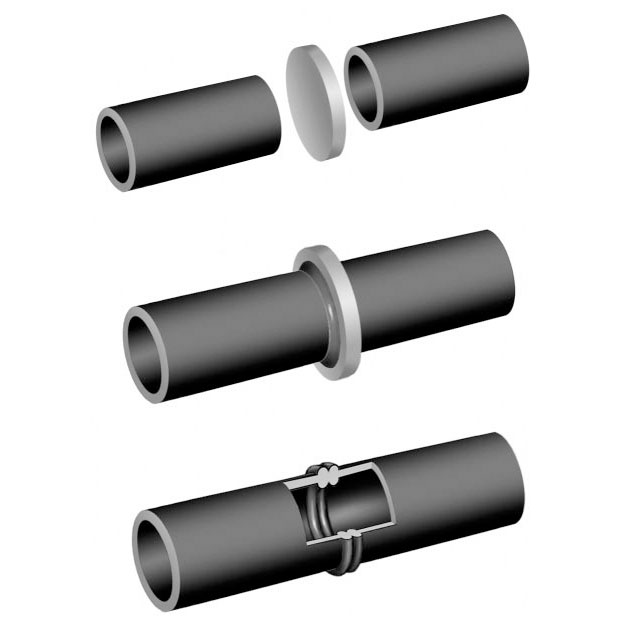
طريقة الجرس
ليست الطريقة الأكثر شيوعًا. هناك نوعان مختلفان من التنفيذ: بمساعدة أنابيب التجويف والوصلات. تشبه الطريقة نفسها لحام خطوط أنابيب البولي بروبلين: يتم تسخين المقبس أو الوصلات وقطع العمل باستخدام مكواة لحام بفوهة خاصة.
ثم يتم إدخال قطعة العمل في مقبس أنبوب أو جلبة أخرى ، ويتم تثبيتها وضغطها مع الاستمرار. وقت اللحام 20 ثانية. إذا تم استخدام أدوات التوصيل ، فسيتم لحام الأنبوب الثاني في أداة التوصيل بنفس الطريقة. تكلفة أدوات التوصيل منخفضة ، ونادراً ما توجد المنتجات ذات المقبس في المتاجر.
الاتصال موثوق ودائم ، يمكن لحام أقطار صغيرة.
بعقب اللحام
قبل القيام بالعمل ، قم بقطع أنبوب البولي إيثيلين بشكل عمودي بدقة ونظف الأطراف بعناية. ثم يتم تثبيت الأنبوب في آلة اللحام ويتم توسيطه بعناية.
قم بتبريد الوصلة ، ثم قم بإزالة الجهاز. العمل له خواصه الخاصة ، فهو يتطلب شخصين.









لحام الطارد
البثق - اللحام باستخدام جهاز صغير يتم من خلاله ضغط البولي إيثيلين المنصهر تحت الضغط. يتم تحميل المواد الخام على شكل قضبان أو كريات في الطارد.
يستخدم البثق في خطوط الضغط التي يزيد سمك جدارها عن 6 مم ، ولكن يمكن استخدامه أيضًا في ترقيع خطوط أنابيب الصرف الصحي غير المضغوطة بجدار أرق. يتم تسخين الوصلة بواسطة تيار من الهواء الساخن.
ينصح بشطب النهايات.
الآلات والأجهزة
لحام الحديد
هذه طريقة بسيطة إلى حد ما لتوصيل أجزاء من اللوحات ، لأن هناك مكاوي منزلية في كل منزل تقريبًا.
لتوصيل البولي إيثيلين بهذه الطريقة ، تحتاج إلى وضع كتلة خشبية على الطاولة. في هذا النوع من الحامل توجد حواف اللوحات المتصلة.
يجب أن تبرز من حواف الشريط بمقدار عشرين ملم. من الأعلى ، يتم تغطية البولي إيثيلين بطبقة من المواد المقاومة للحرارة (السيلوفان ، فيلم البلاستيك الفلوري).
يمكن تسريع تشكيل التماس عن طريق التبريد اللاحق. للقيام بذلك ، بعد التعرض لدرجات حرارة عالية ، يتم التعامل مع المفصل بقطعة قماش مبللة.

تميل المكواة بمقدار خمس درجات عند التمرير فوق التقاطع. تحتاج إلى تحريكه ببطء ، على طول المفصل. بمجرد أن لا يكفي تشكيل خط قوي ، يجب تكرار الإجراء حوالي أربع إلى خمس مرات.
أيضًا ، للعمل مع المكواة ، يتم استخدام رؤوس لحام خاصة مثبتة أعلى الجهاز. لديهم قاعدة مسطحة مضلعة.
لحام بحديد لحام
يتم استخدام مكواة لحام منزلية بقوة 40-60 واط لتلحيم طبقتين من الفيلم. ومع ذلك ، يحتاج هذا الجهاز إلى بعض التحسين للقيام بهذه المهمة.
للعمل مع مادة البولي إيثيلين ، تتم إزالة طرف الطرف من مكواة اللحام. بعد ذلك ، يتم إنشاء قطع يتم إدخال صفيحة من الألومنيوم أو النحاس فيه. يتم تثبيت اللوحة بمسمار ، ومعالجتها وتقريبها بملف.
يتم التأثير على مفصل اللوحات بزاوية 45 درجة. يتم ضغط مكواة اللحام على السطح ، ثم تتحرك ببطء على طول المفصل. يجب أن تكون الحركة موحدة دون اهتزاز أو توقف.
العجلة عبارة عن قرص يبلغ قطره ثمانية إلى عشرة ملليمترات. يمكن أن تكون مادة القرص من الألومنيوم أو النحاس.








يمكنك ان تجعل من نفسك. يتم وضع العجلة المعدنية في القطع ، حيث يتم تثبيتها بمحور. تعتمد طريقة التوصيل بالعجلة على تسخينها بمزيد من التدحرج على طول المفصل.
معدات خاصة
عند اختيار المعدات ، فإن البصيرة ضرورية
من المهم النظر في تعقيد العمل. للتعامل مع كميات كبيرة من الأفلام ، يتم استخدام المعدات الصناعية.
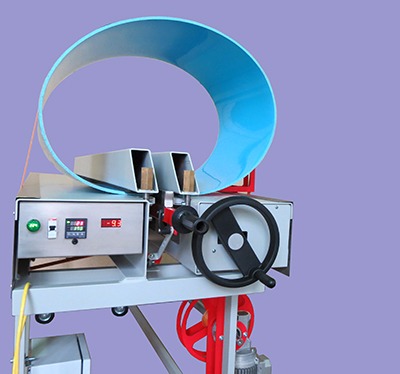
تستخدم أجهزة خاصة لتوصيل البولي إيثيلين. تكلفتها مختلفة. تجدر الإشارة إلى نموذج الميزانية PP-40.
يسمح لك بالحصول على خط ثابت وقوي على أي محيط: مستقيم أو معقد. يتكون PP-40 على شكل مكواة لحام ، لكن له طرف مختلف.
يستخدمون أيضًا فوهات خاصة للمكاوي الكهربائية. إنها مصنوعة من الصفائح المعدنية مثل الألومنيوم. قاعدة الفتحات مسطحة ومضلعة. مثل هذا السطح يثبت بإحكام وصلة الفيلم أثناء اللحام.
حواف الفيلم مثبتة بالأضلاع. بعد ذلك ، يتم تحريك السكة على طول المقطع ليتم لحامها. هذا يخلق خط التماس مزدوج.
تتطلب الوظائف الكبيرة أدوات أكثر جدية. لإنشاء وصلة من مساحة كبيرة من الفيلم ، تحتاج إلى معدات خاصة للحام.
تم تجهيز هذه المعدات بإعدادات لمستوى الضغط ودرجة الحرارة وسرعة حركة العنصر المسخن فوق سطح البولي إيثيلين. في الخيارات المنزلية لتشكيل طبقات الفيلم ، لا توجد مثل هذه الوظائف.
بالإضافة إلى مقابض الضبط ، تم تجهيز آلات اللحام بآليات الأسطوانة. هذه هي عناصر القيادة والشد التي تعمل على استقرار السرعة المتقدمة لشبكات الفيلم المراد لحامها.
هذا يحسن جودة لحام البولي إيثيلين ، ويزيد من قوة المفصل.
هناك أجهزة تستخدم طرق تسخين مختلفة: الهواء والتلامس. يتم إنتاج تسخين الهواء عن طريق تعريض المادة للهواء الساخن. مع جهة اتصال ، يتم تضمين عنصر تسخين ملامس للمادة.






استخدام المكواة كمسخن لحام
الطريقة الشائعة التالية هي إذابة الفيلم وإنشاء درز باستخدام مكواة. ميزة هذه الطريقة هي أنه يمكن إغلاق أجزاء كبيرة من الفيلم بهذه الطريقة ، مع إنشاء عرض التماس المطلوب. نظرًا لأن أي حديد يحتوي على مرحل حراري وقدرة على ضبط درجة الحرارة ، فليس من الصعب اختيار الوضع الحراري المطلوب للبولي إيثيلين بسماكات مختلفة.
من الأفضل إجراء عملية اللحام على سطح خشبي أملس.تتداخل قطع (صفائح) الفيلم ، ويتم تحديد عرضها بشكل فردي ، ثم تُغطى الطبقة العلوية بالورق أو الصفيحة البلاستيكية الفلورية ، وبعد ذلك يتم ضغط الحديد وإمساكه على طول خط اللحام. يتم تحديد قوة التثبيت والسرعة ودرجة الحرارة بشكل تجريبي.
المرفق مصنوع من النحاس الأصفر أو النحاس أو الألومنيوم.
استنتاج
إن لحام فيلم البولي إيثيلين ممكن تمامًا في المنزل. يتم استخدام الأجهزة المنزلية البسيطة مثل المكواة أو مكواة اللحام. ومع ذلك ، سوف تتطلب مكواة اللحام بعض التعديلات.
بالنسبة للوظائف الأكبر ، فإن الأمر يستحق استخدام معدات خاصة. يحتوي على قائمة الإعدادات التي تعمل على تحسين جودة وسرعة تشكيل اللحامات.
سيساعد ذلك في ارتداء الملابس الواقية التي لا تترك الجلد مكشوفًا والقفازات. من المستحسن أيضًا استخدام نظارات وقناع لحماية الوجه والعينين.
في حالة عدم فهم الفروق الدقيقة في التقنيات والحد الأدنى من الخبرة في لحام البولي إيثيلين ، فأنت بحاجة إلى الاتصال بالمحترفين.